
Опрессовка системы отопления водой и воздухом
Домашняя система водяного отопления – это комплексный и сложный механизм, который в осенне-зимний период работает практически непрерывно. Важно поддерживать его в идеальном состоянии, чтобы гарантировать бесперебойное функционирование всех модулей и свести к минимуму потенциальные сбои/неполадки.
Одним из эффективных методов выявления конструкционных проблем отопительной системы, обнаружения изношенных участков и других проблем, является опрессовка.
Опрессовка – основные особенности
Под термином «опрессовка» в общем случае подразумевается процедура гидравлических либо пневматических испытаний трубопроводной системы, функционирующей под давлением, на герметичность и прочность. По итогам проверки могут быть выявлены разнообразные проблем с модулями отопительного комплекса. Тщательному мониторингу поддаются:
- Тепловые обменники и радиаторы;
- Основные линии и насосы;
- Регулирующая и запорная арматура;
- Прочие компоненты.

Совокупность операций опрессовки включает в себя обязательную промывку трубопроводов, проверку/замену изношенных элементов, восстановление целостности изоляционных слоёв. В частных домовладениях с автономной системой отопления проверке поддаётся не только основное оборудование, но также контур горячего водоснабжения, канализация.
Базовые испытания включают в себя:
- Проверку трубопровода с его промывкой и прочисткой;
- Замену деталей при необходимости;
- Восстановление или полную замену тепловой изоляции.
Осмотру поддаются:
- Корпусные конструкции, стенки тепловых обменников, трубы, радиаторы, арматура, прочие компоненты;
- Краны, манометры, клапаны и задвижки всех уровней;
- Закрепления и соединения деталей, компонентов, основных и вспомогательных линий.
Способы опрессовки
В современной практике используются два основных способа опрессовки – это гидравлические и пневматические испытания.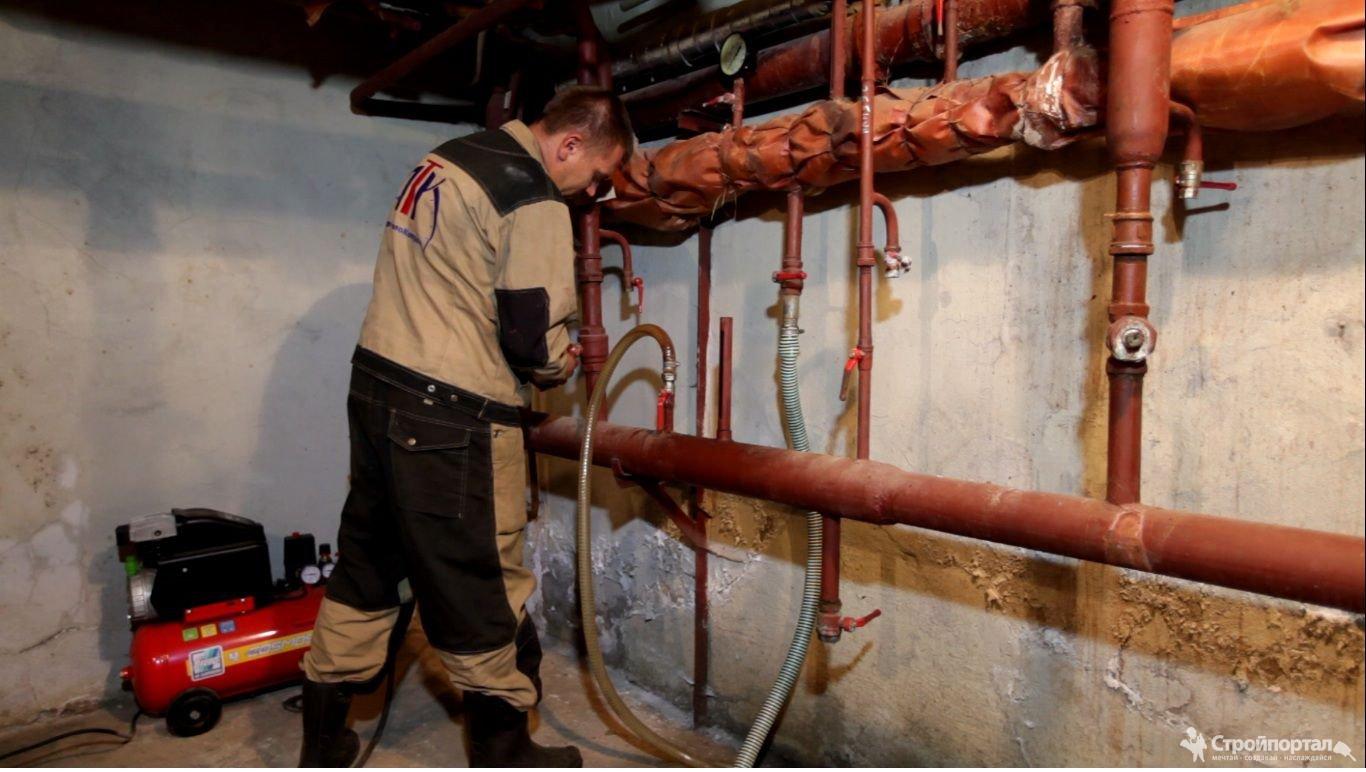 Они схожи по алгоритму, однако имеют свои особенности.
Они схожи по алгоритму, однако имеют свои особенности.
Базовой методикой проверки считается опрессовка водой. При использовании такого способа шлангом соединяется водопровод и кран коллектора/котла. Систему заполняют жидкостью, после чего доводят давление внутри контура до полутора атмосфер.
Воздушная опрессовка предопределяет использования пневматического компрессора, нагнетающего в систему воздушную массу с совокупным формированием давления выше рабочего (средний диапазон – 1,5-2 Атм). Пневматическое испытание является альтернативным методом проверки и выполняется при следующих условиях:
- Проектная документация системы отопления допускает замену гидравлических испытаний на воздушные;
- Отсутствует удобный способ подключения к водопроводу;
- Процедуры выполняются в зимний период времени, когда есть вероятность замерзания жидкости в трубах и повреждения оборудования/линий при её расширении.
Если целостность системы при гидравлическом испытании отслеживается очень легко (отсутствие/наличие течи), то в случае проведения пневматического теста основным механизмом мониторинга становится показатели давления манометра.
При пиковой загрузке системы воздушной массой на приборе не должно быть скачков и просадок. Если выявлен потенциальный проблемный участок, то его нужно покрыть мыльным раствором для выявления свищей.
При необходимости можно легко отказаться от приобретения дорогостоящего оборудования для самостоятельного проведения пневматической проверки домашней отопительной системы, заменив его на автомобильный насос достаточной мощности, оснащенный манометром.
Причины и виды проведения опрессовки
Гидравлические или пневматические испытания подразделяются на три категории в зависимости от причин их проведения.
Первичная опрессовка
Организуется перед первым запуском новой отопительной системы в эксплуатацию. Реализуется на этапе полного подключения всех модулей и деталей (в том числе батарей, теплового генератора, расширительного бака), но до финальной «подгонки» обшивочных каркасов, заливки стяжек и иных процедур скрытия компонентов системы.
Вторичная или повторная опрессовка
Выполняется в рамках профилактических мероприятий для контроля работоспособности отопительной системы и предотвращения потенциальных проблем. Профильные специалисты рекомендуют проводить её ежегодно после завершения осенне-зимнего сезона в контексте планового обслуживания всего инфраструктурного хозяйства дома, квартиры.
Внеочередная опрессовка
Проведение внеочередных гидравлических или пневматических испытаний в подавляющем большинстве случаев организуется при аварийной или поставарийной ситуации. Иные типичные причины – проведение ремонтных работ в локализации расположения отопительной системы либо длительный её простой.
Последовательность опрессовки системы отопления
Базовый перечень необходимых процедур включает в себя следующие этапы:
- Изоляция теплового источника нагрева. Для автономных систем полностью отключается тепловой генератор. При наличии централизированного отопления следует перекрыть запорные краны, блокирующие поступление теплоносителя в трубы и радиатор.

- Слив теплоносителя. Производится в обязательном порядке.
- Заполнение водой. Контур отопительной системы заполняется водой с температурой не более 40 градусов Цельсия, после чего поэтапно и порционно сбрасывается попавший внутрь воздух.
- Присоединение и использование компрессора. К системе подключает компрессор, давление в контуре доводится до рабочего штатного уровня в одну атмосферу. Внешнее пространство визуально осматривается на предмет видимых утечек.
- Испытание. С помощью компрессора давление в системе постепенно повышается нужного уровня и удерживается на нем в течение пятнадцати минут. Параллельно проводится тщательный осмотр всех компонентов отопительной системы (арматуры, радиаторов, стенок труб, кранов, клапанов, проч.) на предмет утечек.
- Окончание опрессовки. При отсутствии утечек, свищей и иных проблем давление в системе постепенно снижают и её возвращают к исходному состоянию. Если недочеты обнаружены, то они помечаются визуально и производится их письменная регистрация в соответствующем акте гидравлического или пневматического испытания.

О давлении в трубах
Современные отечественные требования строительных норм и правил в рамках гидравлических/пневматических испытаний предопределяют рекомендованные значения повышения давления в 1,5/2 раза по отношению к рабочим параметрам, но не более 0.65 МПа. При этом дополнительно правила техэксплуатации тепловых сетей утверждают, что верхняя граница рабочего давления не должна превышать 0.2 МПа.
Типичные значения давления в отопительной системе для зданий с разной этажностью:
- Двухэтажные и трехэтажные частные дома – около двух атмосфер;
- Пятиэтажные здания – от трех до шести атмосфер;
- Девятиэтажки – от семи до десяти атмосфер.
При значительном превышении вышеозначенных показателей в подавляющем большинстве случае осуществляется автоматический сброс давления, благодаря специальному защитному клапану.
Насколько просто произвести опрессовку отопительной системы самостоятельно?
В большинстве случаев процедура гидравлического или пневматического испытания может выполняться одним человеком без специальных знаний при условии автономной отопительной системы.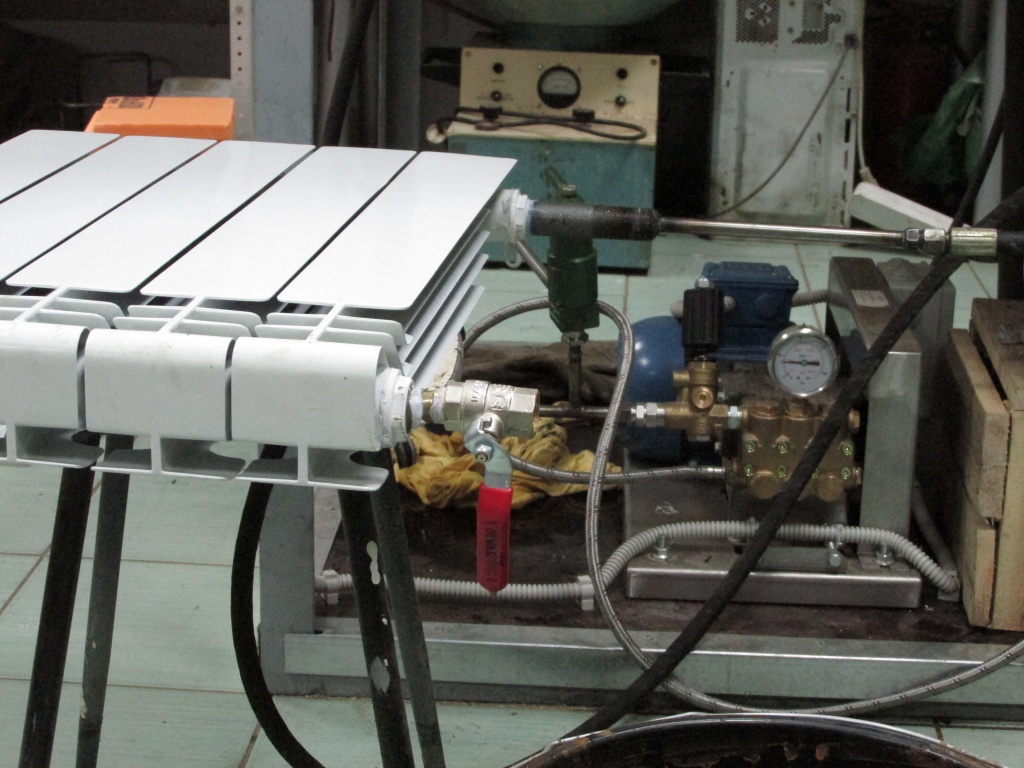 Для централизированного же отопления не всегда есть возможность изолировать нужный участок контура.
Для централизированного же отопления не всегда есть возможность изолировать нужный участок контура.
В качестве базового оборудования для опрессовки подойдут простые погружные насосы, манометр, а резервуаром может выступать бочонок необходимой ёмкости либо соответствующая цистерна.
Повторите процедуры по алгоритму, описанному выше. Если неисправности и проблемы обнаружены – устраните их самостоятельно или с помощью профильного специалиста, после чего выполните повторное контрольное испытание.
Процесс опрессовки систем отопления
Во время резких перепадов температуры очень важно, чтобы система отопления оставалась в полностью исправном состоянии, потому что от нее зависит жизнедеятельность и здоровье населения. Индивидуальность компонентов любой системы отопления заключается в том, что использование их при условиях, значительно отличающихся от штатных, происходит по иному, из-за наполненности магистралей теплоносителем и высокого давления внутри.
Каждое строение, в котором работает отопление, обладает своим конкретным рабочим давлением в системе, за счет него происходит перемещение масс теплоносителя и обогрев комнат. Данный параметр прямолинейно зависит от количества этажей: чем выше здание, тем выше должно быть давление в системе для перемещения теплоносителя на нужную высоту. По дороге движения тепла к дому, внутри магистрали, происходят разнообразные сложные физические процессы, при которых происходят скачки разной величины (гидравлический удар), превышающей допустимую внутри системы здания. Для проверки системы на устойчивость к таким явлениям и проводится опрессовка, при подаче воздуха с давлением выше рабочего, примерно, в полтора раза.
Для проверки системы на устойчивость к таким явлениям и проводится опрессовка, при подаче воздуха с давлением выше рабочего, примерно, в полтора раза.
До выполнения основных работ по опрессовке необходимо выполнить ряд подготовительных процедур:
-
осмотр и поверхностная диагностика кранов, вентилей и запорных арматур;
-
увеличение герметичности соединений добавлением уплотнителя;
-
восстановление изоляции всех элементов системы;
-
отсоединение дома от центральной тепломагистрали на глухо (специальной заглушкой).
Очень важно соблюдать требование о том, что в процессе наполнения водой все краны и запорные арматуры на ответвлениях необходимо перекрыть, а воздухоотводы – открыть.
Так, как же производят опрессовку в частном доме: при небольшом избыточном давлении, примерно в две атмосферы, жидкость поступает в систему, выталкивая накопившийся в ней воздух вверх, наполняя все внутреннее пространство системы. Периодами нужно выводить воздух, несколько раз за процедуру.
Периодами нужно выводить воздух, несколько раз за процедуру.
В многоэтажных строениях проводят опрессовку, с целью выявить протечки, при давлении на 20-30 процентов, превышающим рабочее, составляющее для таких домов от 7 до 8 атмосфер. Для проделывания описанных испытаний применяют специальный пресс для опрессовки отопления. Необходимый уровень давления нужно контролировать при помощи средств измерения и держать на одном уровне на протяжении всей процедуры, около получаса. Обратите внимание, что нужной точности при измерении такой величины, как давление, можно достичь с помощью поверенных устройств.
По провалам на табло измерительного прибора – манометра, можно сделать вывод о том, что где-то выявлена утечка, отсутствии герметичности. Сразу же нужно устранять прохудившиеся места. Аварийные ситуации могут происходить в следующих слабых местах системы отопления: батареи, краны, места соединений резьбой, прокладки и уплотнители. Также стоит уделять отдельное внимание на замурованные в пол или стены части системы. Все работы по восстановлению герметичности проводятся только после слива воды.
Все работы по восстановлению герметичности проводятся только после слива воды.
Опрессовка проводится до момента исчезновения падений стрелки или значения на экране измерительного прибора. Уровень давления нужно создавать при помощи насосов.
Не для частных домов: многоэтажных жилых построек, муниципальных организаций, административных зданий, обязательно утверждение результатов проверки системы отопления со стороны надзорных органов, заполняющих определенную документацию по итогам опрессовки.
Любые работы над элементами системы отопления: монтаж, сварные работы, ремонт, приводят к появлению внутри их различного строительного мусора, который портит нормальную работу всей инженерной сети. Для удаления описанных загрязнений, как раз применяется опрессовка. На первом этапе производится предварительная промывка по удалению взвесей, а потом капитальная промывка всей системы целиком.
При возникновении подозрительных посторонних шумов в магистралях отопительной системы, делаем вывод, что остались воздушные пробки, которые негативно влияют на КПД системы и теплоотдачу теплоносителя.
Опрессовка системы отопления
Опрессовкой системы отопления называют гидравлические испытания, проводящиеся с целью проверки целостности элементов структуры и герметичности соединений между ними.
Для чего проводятся опрессовка и промывка системы отопления?
Эксплуатация систем центрального теплоснабжения и автономных тепловых сетей частных домов, связана с неизбежным износом и деградацией трубопроводов, радиаторов и других элементов комплекса. Если гидравлические испытания необходимы для выявления неисправностей и их последующего устранения, то промывка выполняется с целью удаления из радиаторов и труб продуктов внутренней коррозии, осажденной накипи и других препятствий нормальной циркуляции теплоносителя.
Оба мероприятия проводятся в рамках подготовки внутренних сетей к отопительному сезону. Опрессовка необходима также для проверки работоспособности систем отопления после их ремонта или монтажа.
Опрессовка необходима также для проверки работоспособности систем отопления после их ремонта или монтажа.
Регламент гидравлических испытаний
Наиболее полно нормы проведения опрессовки описываются в отраслевых Правилах по эксплуатации энергетических установок N 115 от 2003 г., утвержденных Министерством топлива и энергетики РФ.
Приведем основные положения согласно документу:
- Проверка должна проводиться не реже 1 раза в год;
- Минимальное тестовое давление должно составлять 1,25 от рабочего, но не быть меньше 2 атм;
- Тепловые узлы/пункты (ТП) проверяются гидростатическим воздействием 10 атм, внутренние сети с чугунными и стальными штампованными радиаторами — 6 атм, конвекторы и теплообменники панельного типа — 10 атм;
- Общее правило для всех типов радиаторов: испытательное давление должно соответствовать данным, указанным производителем;
- Испытание считается успешно пройденным, если не обнаружены видимые течи, отпотевания, а падение давления составило не более 0,5 атм по истечению 10 мин для металлических радиаторов и 0,6 атм — по истечению 30 мин для пластмассовых труб;
- В случае обнаружения разрушений и течей производятся необходимые ремонтные работы, по окончании которых испытания повторяются.

Порядок действий по опрессовке и промывке
При тестировании внутренних сетей соблюдается следующая очередность операций:
- Начинают выполнять опрессовку с теплового узла (пункта). Перекрывается и подается давление на оборудование ТП для выявления возможных утечек на фитингах, приборах, насосах;
- Перед опрессовкой производится ее визуальный осмотр, подтяжка соединений и устранение замеченных неисправностей;
- Во время опрессовки системы отопления давление подбирается в зависимости от типа радиаторов, смонтированных в здании. Равенство показателей манометров на прямой и обратной подаче свидетельствует об отсутствии протечек;
- После тестовой выдержки и регистрации падения показаний манометров, которые не должны превышать допустимых, давление снижается до рабочего. После этого производится осмотр сети;
- При положительном результате опрессовки составляется соответствующий официальный акт.

ТП и внутренние сети в ЦТС опрессовываются в период с мая по октябрь в период подготовительных мероприятий. к отопительному сезону. Технически возможно проведение локальных испытаний и в зимнее время. Такая необходимость может возникнуть после проведения монтажа или реконструкции отдельных участков внутренней сети, например, при замене радиаторов отопления в отдельной квартире.
Промывку системы отопления рекомендуется проводить сразу после окончания отопительного сезона. Самый эффективный способ — прокачка гидропневматической пульпы (смеси воды и воздуха). Подмешивание воздуха к воде обеспечивается за счет открытия соответствующих вентилей на подсос. Операция осуществляется в двух направлениях — по подаче и обратной линии. Таким образом в радиаторах не остается «мертвых зон», недоступных для промывки.
Наилучших результатов можно добиться, если промывать сети постоячно. Для этого в процессе работы элеватора на сброс, поочередно открывают по одному из парных стояков (если в доме действует схема нижней подачи). В домах с верхней подачей производится поочередное перекрытие стояков.
В домах с верхней подачей производится поочередное перекрытие стояков.
Опрессовка автономных систем отопления в частных домах отличается рядом особенностей. Во-первых, используются меньшие величины проверочных давлений. Во-вторых, испытания систем теплого пола, смонтированных на основе пластиковых труб, проводятся непосредственно перед заливкой чистовой бетонной стяжки. Делается это для того, чтобы все элементы разводки теплого пола были зафиксированы в положениях, соответствующих приложенному гидравлическому напору. Это снижает величину механических нагрузок на трубы во время эксплуатации.
В каких случаях производится опрессовка воздухом
Пневматический способ часто применяется для тестирования автономных систем отопления в частных домах. Выбор способа проверки связан с недоступностью воды, отсутствием опрессовочного насоса или недостаточным давлением в водопроводе.
Компания «Энергия-Урала» оказывает услуги по опрессовке и промывке систем отопления в Перми и Пермском крае. Ваши проблемы готова решать структура, в распоряжении которой находятся: современное оборудование, организационный ресурс, а также опыт монтажа, реконструкции и технического обслуживания инженерных коммуникаций. Для получения консультации по условиям проведения гидравлических испытаний и других сервисных работ звоните по телефону +7 (342) 279-66-13 или воспользуйтесь функцией «задать вопрос».
Ваши проблемы готова решать структура, в распоряжении которой находятся: современное оборудование, организационный ресурс, а также опыт монтажа, реконструкции и технического обслуживания инженерных коммуникаций. Для получения консультации по условиям проведения гидравлических испытаний и других сервисных работ звоните по телефону +7 (342) 279-66-13 или воспользуйтесь функцией «задать вопрос».
Опрессовка системы отопления в Воронеже — узнайте цены на сайте
Компания ООО «Тепло-техника» предоставляет услуги по опрессовке системы отопления по привлекательной для Воронежа цене. Сотрудники нашей компании быстро и качественно проведут проверку отопительных приборов с применением профессионального оборудования.
Услуга представляет собой комплекс мероприятий, который позволяет проверить механизм на герметичность перед его запуском и эксплуатацией. Любые приборы отопления, установленные профессионалами или самостоятельно, нуждаются в обязательной проверке перед началом работы. Такими процедурами не следует пренебрегать и доверять их лучше людям, знающим свое дело, таким как сотрудники компании ООО «Тепло-техника».
Такими процедурами не следует пренебрегать и доверять их лучше людям, знающим свое дело, таким как сотрудники компании ООО «Тепло-техника».
Показания для проведения
Следует обратиться для осуществления гидравлических испытаний в следующих случаях:
- Завершение монтажных работ и сдача системы в эксплуатацию.
- Ремонт любого из приборов отопления.
- Замена деталей трубопровода.
- Подготовительные действия к отопительному сезону.
Пренебрежение процессом проверки может привести к нежелательным поломкам и дополнительным денежным затратам на покупку новых деталей. Такие издержки могут превысить стоимость проведения испытаний в десятки раз. К тому же без предоставления акта о проверке готовности к отопительному сезону, подача тепла не будет осуществлена.
Оборудование, которое подлежит гидравлическим испытаниям
- Необходимо ежегодно проверять целостность следующих систем:
- Вводы тепла и магистрали разведения приборов теплоснабжения.

- Отдельные тепловые пункты, узлы отвечающие за учет энергии.
- Узлы, обеспечивающие теплоснабжение вентилируемых конструкций.
- Автоматизированные узлы управления.
Методы опрессовки системы отопления
Мастера ООО «Тепло-техника» применяют различные способы испытания оборудования для отопления. В зависимости от времени года проводят проверки следующими методами:
- Воздухом. К крану оборудования подключается компрессор. Кислород закачивается пневматическим насосом. Подача давления увеличивается в 2-3 раза для прочистки труб и поиска возможных дефектов. Применяется зимой.
- Водой
В трубы подается жидкость через кран на котле или на коллекторе. Такой способ позволяет не только проверить герметичность, но и очистить трубопровод от загрязнений, накопившихся в процессе работы. Применяется в летний период.
Технология проведения испытаний
- Диагностика.
 Специалисты нашей компании выезжают на объект и проводят визуальный осмотр конструкции на предмет возможных дефектов. Проверяется актуальное состояние запорной арматуры, трубопроводов, элеваторов стояков, а также теплового и элеваторного узла. Для удаления засоров в элементах производят их промывку.
Специалисты нашей компании выезжают на объект и проводят визуальный осмотр конструкции на предмет возможных дефектов. Проверяется актуальное состояние запорной арматуры, трубопроводов, элеваторов стояков, а также теплового и элеваторного узла. Для удаления засоров в элементах производят их промывку. - Тесты. В зависимости от характеристик приборов отопления и времени года подбирается оптимальный метод проверки. Например, гидравлический способ. Оборудование заполняется водой. Затем повышается уровень давления. Специалисты контролируют показатели приборов, измеряющих давление. Если в течение 30 минут показатели падают, значит в системе есть дефект. Идет его поиск и устранение. Затем процесс повторяют.
- Составление акта о проведении процедуры. Необходимо подготовить документ, подтверждающий исправность техники и готовность к эксплуатации. Затем систему наполняют водой и по необходимости запускают.
Преимущества обращения в ООО «Тепло-техника»
- В штате наших сотрудников состоят только профессиональные мастера с многолетним опытом работы, регулярно повышающие уровень своей квалификации.

- Все виды услуг предоставляем в соответствии с нормами СНиП и другими регламентами.
- Во время работы применяем только надежное профессиональное оборудование от ведущих мировых и отечественных брендов.
- Используем качественные расходные материалы и оригинальные запасные части.
- Предоставляем гарантию на свою работу – 2 года.
- Мобильная бригада мастеров всегда готова к выполнению работ в любое удобное для Вас время.
Для того, чтобы быть уверенным в бесперебойной работе отопительных приборов, звоните в компанию ООО «Тепло-техника» по номеру +7 (473) 230-56-79. Наши специалисты в кратчайшие сроки проведут профессиональную опрессовку системы отопления по доступной для Воронежа цене.
Примеры работ:
Цена опрессовки системы отопления
| Вид работ (в комплексе) | Пояснения | Стоимость работ (руб) |
| Проектные работы по системе отопления | м. кв. кв. | 70 |
| Проектные работы по системе водоснабжения/канализации | 1 точка | 100 |
| Снятие батаерей для отделки стен за ними | 300 | |
| Навешивание повторное после чистовой отделки | 500 | |
| Монтаж дизайн-радиатора | Эксклюзивные, нестандартных размеров, вертикальные | 4500 |
| Сборка бойлера | До 300л | 8000 |
| Монтаж стояка/лежака внутреннего | До D 110 | 300 |
| Закрепление точки водоснабжения | Холодная или горячая вода | 450 |
| Размещение крана декоративного для сантехприборов | 350 | |
| Сборка трубопровода | До D 32 | 150 |
| Водоподготовка | рассчитывается от качества подходящей жидкости | договорная |
| Анализ воды | 4000 |
Дополнительные услуги
Промывка и опрессовка систем отопления в Кургане | Услуги
Компания выполняет все необходимые работы по подготовке к отопительному сезону здания (объектов недвижимости), такие как:
1. Чистка фильтров и грязевиков.
Чистка фильтров и грязевиков.
2. Замена сальниковой набивки в запорной арматуре.
3. Промывка системы отопления и теплообменников (гидродинамическим и химическим способом).
4. Гидравлические испытания ЦТП (ИТП), элеваторного узла, визуальный осмотр.
5. Гидравлические испытания системы отопления, вентиляции, ГВС (опрессовка системы отопления).
6. Проверка, диагностика автоматики.
7. Проверка настроек балансировочных клапанов.
8. Покраска трубопроводов.
9. Восстановление теплоизоляции.
10. Балансировка системы отопления.
11. Сдача объекта и получение Акта готовности в теплоснабжающих организациях.
12. Ремонт и замена аварийных участков трубопровода и элементов системы отопления, горячего и холодного водоснабжения.
Промывка системы отопления представляет собой комплексное гидравлическое испытание и гидропневматическую промывку (или химическую промывку) отопительной системы под высоким давлением, согласно правил эксплуатации тепловых установок.
Стоимость опрессовки и промывки отопления формируется с учетом фактических расходов:
• себестоимости работы с учетом текущего состояния элементов системы теплоснабжения;
• объемы обслуживаемых коммуникаций здания.
Подготовка к отопительному сезону производится оперативно и качественно, в соответствии с установленными технологическими нормами и предписаниями теплоснабжающей организации. Грамотная организация процесса и использование профессионального оборудования гарантирует высокую эффективность и оперативность работ. Промывка и опрессовка системы отопления и другие работы будут выполнены строго в установленные сроки.
Дополнительную информацию о мероприятиях в рамках подготовки здания к отопительному сезону, а также стоимость подготовки можете узнать по телефону.
Зачем нужна промывка и опрессовка системы отопления
Главная \ Новости \ Зачем нужна промывка и опрессовка системы отопления « Назад 23.08.2018 10:00Поэтому с такой задачей могут справиться только профессионалы. Если требуется качественная опрессовка системы отопления, переходите на сайт kc-spb.ru и узнайте об этом больше. Компания работает с предприятиями и жилыми комплексами и другими крупными объектами.
Если требуется качественная опрессовка системы отопления, переходите на сайт kc-spb.ru и узнайте об этом больше. Компания работает с предприятиями и жилыми комплексами и другими крупными объектами.
Отопительные радиаторы в помещениях специально делаются металлическими, чтобы они обладали достаточно теплопроводностью. Система прекрасно справляется с отдачей тепла, поэтому обеспечивает эффективную работу. Только при циркуляции жидкости могут появляться всевозможные отложения. Как правило, связано это с низким качеством воды. Загрязнения оказывают негативное воздействие на теплопроводности металла, что приводит к снижению теплоотдачи радиаторов. Чтобы обеспечить комфортный микроклимат в помещении, и не столкнуться с перерасходом тепла, необходимо своевременно производить промывку отопительной системы.
Проблемы, приводящие к ухудшению эксплуатации отопительной системы:
— Минеральные отложения. Такая проблема актуальна для большинства стальных труб;
— Заиливание. Эта неполадка характерна для систем с чугунными радиаторами. При этом внимания заслуживают батареи с большим количеством секций.
При этом внимания заслуживают батареи с большим количеством секций.
Любой сервис выбранный Вами предложет проведение следующих мероприятий:
Промывку трубопровода разными способами. За счет химических и пневматических технологий можно эффективно устранить скопившуюся накипь. После прочистки возвращается нормальное давление и пропускная способность магистрали. Наблюдается улучшение теплообмена между источниками тепла и помещением.
Работы по опрессовке. Данные испытания осуществляются для проверки герметичности системы: они указывают на места возможных утечек, чтобы устранить неполадки до того, как она будет заполнена теплоносителем. Процедуру желательно проводить ежегодно. После ее проведение осуществляется замена неисправной арматуры и ремонт поврежденных участков. Услуга предупреждает возникновение аварийных ситуаций в холодный период года.
Источник: ООО «Регион центр»
Нормативы и правила проведения опрессовки
Опрессовка системы отопления – это процедура, которая позволяет выявить ее слабые места. По правилам, проводить опрессовку следует каждый год в начале отопительного сезона. Со временем эксплуатация радиаторов отопления, трубопровода, запорной арматуры приводит к их негодности. Для предотвращения протечек следует проводить испытания, после которых легко выявить места, которые подлежат ремонту или замене ее частей. Кроме того, подобная процедура продлевает срок службы системы.
По правилам, проводить опрессовку следует каждый год в начале отопительного сезона. Со временем эксплуатация радиаторов отопления, трубопровода, запорной арматуры приводит к их негодности. Для предотвращения протечек следует проводить испытания, после которых легко выявить места, которые подлежат ремонту или замене ее частей. Кроме того, подобная процедура продлевает срок службы системы.
Когда нужно проводит опрессовку системы отопления?
Опрессовку системы отопления следует проводить каждый год, однако есть еще перечень ситуаций, когда требуется данная процедура.
- Во-первых, опрессовка требуется после монтажа оборудования.
- Во-вторых, после замены запоров и задвижек.
- Третье, после сдачи в эксплуатацию отопительного оборудования.
- В-четвертых, процедура нужна после проведения ее технического обслуживания.
- И последнее, после реконструкции индивидуального теплового пункта.
Что представляет собой опрессовка?
Непосредственно перед испытаниями требуется проверка всех элементов системы: вентилей, заполной арматуры и т. д. В случае необходимости в некоторых местах для увеличения герметичности добавляют сальниковое уплотнение. С помощью заглушек система, подлежащая проверке, изолируется от основного водопровода. Также согласно СНИП 3.05.01-85 п. 4.6 следует отключать расширительный сосуд и котел, а после этого осуществляется сама процедура опрессовки.
д. В случае необходимости в некоторых местах для увеличения герметичности добавляют сальниковое уплотнение. С помощью заглушек система, подлежащая проверке, изолируется от основного водопровода. Также согласно СНИП 3.05.01-85 п. 4.6 следует отключать расширительный сосуд и котел, а после этого осуществляется сама процедура опрессовки.
Для проведения опрессовки – необходимо специальное оборудование. Как правило, это пневматический или гидравлический насос. Выбор оборудования осуществляется в зависимости от того, как будут проводиться испытания водой, либо же воздухом.
Сама проверка герметичности системы заключается в нагнетании воды, либо же воздуха в систему под очень высоким давлением. Для коттеджей – это порядка 2 атмосфер, в многоквартирных домах эта величина выше, и зависит от рабочего давления системы. Обычно критическое давление на 20 – 30 % превышает рабочее.
Если в процессе проведения опрессовки обнаруживаются «слабые» места, то есть места, где нагнетаемый водой или же воздухом выходят наружу, тем самым говоря о нарушении герметичности, то они подлежат замене. Это позволяет вовремя выявить проблемы и своевременно их устранить.
Это позволяет вовремя выявить проблемы и своевременно их устранить.
По окончанию процедуры составляется акт опрессовки системы отопления.
Нормативы опрессовки
Перед опрессовкой системы отопление составляется программа ее проведения, утверждаемая инженером теплоснабжающей организации. В этой программе должны быть прописаны: последовательность выполнения работ и порядок действий персонала.
Кроме того, в программе указывается бригаду, которая будет выполнять процедуру, а также бригады, которые работают на смежных участках. Сама опрессовка отопительного оборудования осуществляется под руководством начальника смены. По окончанию проверки подписывается акт.
Акт опрессовки системы отопления
Акт опрессовки системы отопления – это документ, который составляется уполномоченным инженером, и является подтверждением того, что все необходимые работы проведены по правилам, и опрессовка закончились успешно. Кроме того, в акте указываются дополнительные параметры испытаний и дается заключение о работоспособности оборудования отопительной системы и его готовности к следующему отопительному сезону. Описанным выше образом осуществляется опрессовка системы отопления в многоквартирных домах. В частных домах, и коттеджах проведение опрессовки также проводят специалист. Ведь бесперебойную работу системы отопления в холодное время года может гарантировать только правильное выполнение опрессовки при соблюдении всех положенных технологий. Именно данную услугу могут предложить в компании СК «Оптима» в Екатеринбурге. Звоните нам по телефону и заказывайте опрессовку системы отопления прямо сейчас.
Описанным выше образом осуществляется опрессовка системы отопления в многоквартирных домах. В частных домах, и коттеджах проведение опрессовки также проводят специалист. Ведь бесперебойную работу системы отопления в холодное время года может гарантировать только правильное выполнение опрессовки при соблюдении всех положенных технологий. Именно данную услугу могут предложить в компании СК «Оптима» в Екатеринбурге. Звоните нам по телефону и заказывайте опрессовку системы отопления прямо сейчас.
Изготовление собственных кабелей для аккумуляторов
Инструмент низкого качества — гидравлический обжимной инструмент для портовых грузовых перевозок
После многих запросов я добавил свой опыт работы с гидравлическим обжимом Harbour Freight. Я могу резюмировать это двумя словами, очень плохо … .. Читайте дальше, если хотите , почему стоит за моим обзором…. (подмигивает)
Давайте не будем неправильно истолковывать мой обзор выше. Нельзя сказать, что китайцы не могут делать что-то правильно, они, безусловно, могут , и они делают каждый день , но когда вы отправляете вещи самым низким, нижним участникам торгов, вы часто получаете то, за что платите, так как это случай здесь.
Этот инструмент стоил 59,99 доллара и примерно столько же стоил гофрокороб для его доставки.
Давайте найдем что-нибудь в открытом доступе, мне нравится Harbour Freight Tools, для некоторых вещей . Я никоим образом не осуждаю их продукцию… Недавно я купил коробки с нитриловыми перчатками за 1/3 от того, за что я могу их купить в моем местном хозяйственном магазине, и они были того же самого бренда. Мне нравятся их наборы гаечных ключей, потому что я теряю много гаечных ключей и считаю их одноразовыми. HFT хорош для многих вещей, и они действительно служат цели.Вы не можете отнять у них этого.
Этот инструмент, однако, не принадлежит их лучшим продуктам.
1- Размеры кристалла явно взяты из мифического китайского стандарта для подсобных помещений. Это матрицы размером , а не AWG. Повторяю, это матрицы размером , а не AWG, несмотря на то, что они обозначены как таковые. Это не только ложных , но и вопиющих ложных . Они такие плохие и так неправильно маркированы, я подозреваю, что какая-то бедняжка в грязной темной комнате без подключения к Интернету на самом деле сделала это после жалоб американских клиентов на то, что матрицы не имеют размера AWG?
Это не только ложных , но и вопиющих ложных . Они такие плохие и так неправильно маркированы, я подозреваю, что какая-то бедняжка в грязной темной комнате без подключения к Интернету на самом деле сделала это после жалоб американских клиентов на то, что матрицы не имеют размера AWG?
2- Очевидно, что в более ранних моделях этого инструмента они изначально были обозначены в стандарте MCM.Теперь я вижу встречу в HFT tools; « О да, мы можем исправить это, просто перемаркировав матрицы MCM в AWG. “. Извините, HFT, это не так …
3- Даже если вы обнаружите исправную матрицу, она имеет тенденцию выпадать из инструмента в трюм. Мой инструмент / плашки , умеренно магнитные , но не настолько близко, чтобы они не выпали и не потерялись. HFT не даст вам замены и . Пробовал ..
4- Матрицы ужасно обработаны , даже если они обработаны по мифическому стандарту из искусственной проволоки …
5- Может кто-нибудь ПОЖАЛУЙСТА, сказать китайцам, что в реальном мире нет ТАКОГО провода AWG как 7 GA ……. . Черт возьми!
. Черт возьми!
Клеммы аккумуляторных батарей для обжима или пайки для легковых автомобилей, грузовых автомобилей и промышленных предприятий
Луженые медные клеммы для аккумуляторов, сделанные в Америке
Наши медные обжимные клеммы для аккумуляторов, изготовленные в США, изготовлены из 100% литого медного сплава, что обеспечивает наилучшую проводимость. Размер кабеля-Полярность-Инструмент Матрица Цветовой код и буквенный код нанесены на клемму. Они могут быть обжаты всеми имеющимися в продаже обжимными инструментами или припаяны. Отверстия для столбов предназначены для точного прилегания к столбу, чтобы предотвратить накопление тепла.Наши клеммы идеально подходят для пайки, и мы предлагаем флюс CL и пеллеты для припоя любых размеров. ИНСТРУКЦИИ ПО УСТАНОВКЕ CABLELINK TM
1. Используя кабель подходящего размера, измерьте количество изоляции, которую необходимо удалить, поместив кабель рядом с
длина ствола. Пометьте трос большим пальцем в точке, где он встречается с концом открытого ствола.
2. Зачистите кабель с помощью приспособления для снятия изоляции. После удаления изоляции проверьте, вставив кабель
в ствол, чтобы убедиться, что изоляция плотно прилегает к верхней части ствола.
3. Затем закрепите клемму аккумулятора в тисках. Убедитесь, что смещенная часть ствола обращена к вам.
4. Поместите подходящую таблетку припоя в корпус клеммы.
5. Наденьте термоусадочную трубку на кабель.
6. Нанесите несколько капель жидкого флюса на оголенные жилы проволоки.
7. Предварительно нагрейте припой и клемму пропановой горелкой в соответствии с таблицей времени предварительного нагрева.
Убедитесь, что вы нагреваете смещенную часть цилиндрической клеммы.
8. После предварительного нагрева осторожно вставьте оголенный кабель в корпус терминала и продолжайте нагревание.
9. По мере того, как припой плавится, позвольте оголенным жилкам проводов погрузиться в клемму, пока изоляция не будет плотно прилегать.
против верхней части ствола.
10. Наденьте термоусадочную трубку на соединение и подайте на нее непрямое тепло.
Наденьте термоусадочную трубку на соединение и подайте на нее непрямое тепло.
11. Когда трубка полностью восстановится, снимите источник тепла и дайте соединению остыть.
Почему кабели и провода аккумуляторной батареи моего погрузчика становятся такими горячими?
Если вы когда-либо задавали себе этот вопрос, то пора принять к сведению предупреждение.Поскольку электрические промышленные погрузчики работают при высоком токе и низком напряжении, в которых в качестве источника энергии используются электрохимические элементы, нередко наблюдается повышенная температура внутри системы. Однако чрезмерный нагрев компонентов вашего электрического погрузчика никогда не следует игнорировать, потому что это, вероятно, индикатор проблем, которые будут только усугубляться!
Расписание времени охлаждения аккумуляторной батареи вилочного погрузчика
Типичные свинцово-кислотные промышленные батареи нагреваются при зарядке и с возрастом становятся все более склонными к нагреву. Использование батарей с внутренней температурой выше 80-90 градусов по Фаренгейту сокращает срок их службы. Многие производители батарей устанавливают 110 градусов по Фаренгейту в качестве максимальной температуры для нормальной работы своих батарей с температурой 120 градусов по Фаренгейту или выше в качестве температуры, при которой гарантия на батарею аннулируется. Важно, особенно при работе в несколько смен, запланировать периоды охлаждения после полной зарядки аккумулятора. Для большинства операций в несколько смен требуются запасные батареи, используемые для замены, чтобы обеспечить время, необходимое для охлаждения батареи первой смены.
Использование батарей с внутренней температурой выше 80-90 градусов по Фаренгейту сокращает срок их службы. Многие производители батарей устанавливают 110 градусов по Фаренгейту в качестве максимальной температуры для нормальной работы своих батарей с температурой 120 градусов по Фаренгейту или выше в качестве температуры, при которой гарантия на батарею аннулируется. Важно, особенно при работе в несколько смен, запланировать периоды охлаждения после полной зарядки аккумулятора. Для большинства операций в несколько смен требуются запасные батареи, используемые для замены, чтобы обеспечить время, необходимое для охлаждения батареи первой смены.
Отремонтируйте или замените горячие провода и кабель на аккумуляторе вилочного погрузчика
Итак, мы знаем, что батареи нагреваются и нагреваются при использовании или зарядке. Если аккумуляторные кабели и разъемы нагреваются настолько, что их изоляционный материал расплавляется, у вас проблемы. Лучше всего правильно отремонтировать или заменить постоянно горячие разъемы и кабельные провода в качестве планового технического обслуживания, прежде чем они могут привести к дорогостоящему ремонту. Часто виновником является слабый контакт на концах разъемов или плохая обжата на соединениях.Серная аккумуляторная кислота также может попасть в медные кабели, прожигая отверстия в изоляции кабеля, вызывая коррозию медного провода. В этом случае вы заметите вздутие кабеля. Если наблюдается вздутие кабеля, необходимо немедленно заменить все корродированные и вздутые кабели и поврежденные разъемы.
Часто виновником является слабый контакт на концах разъемов или плохая обжата на соединениях.Серная аккумуляторная кислота также может попасть в медные кабели, прожигая отверстия в изоляции кабеля, вызывая коррозию медного провода. В этом случае вы заметите вздутие кабеля. Если наблюдается вздутие кабеля, необходимо немедленно заменить все корродированные и вздутые кабели и поврежденные разъемы.
Если вы испытываете горячие компоненты в системе электрического вилочного погрузчика, значит, что-то мешает чистым контактам между металлическими проводниками, или общий размер ваших проводов (кабелей аккумуляторной батареи) слишком мал для того, чтобы выдерживать ток нагрузки, необходимые для обеспечения эффективности.Это происходит, когда аккумулятор погрузчика был неправильно переоборудован с использованием кабелей меньшего диаметра. Если вы считаете, что это может вызвать перегрев кабелей, проконсультируйтесь с нашими специалистами по аккумуляторам, чтобы узнать, какой размер кабеля подходит для вашего конкретного аккумулятора и зарядного устройства.
Hot Wire Горячий лист
Оплавленные разъемы и / или горячие кабели не означают, что аккумулятор или зарядное устройство неисправны. Проблема, скорее всего, кроется в самих разъемах и кабелях. Если у вас возникли горячие кабели, проверьте следующее:
- Проверьте, нет ли треснувших, сломанных или оплавленных разъемов аккумулятора.Если есть, замените.
- Проверьте наконечники, контактирующие с разъемом, чтобы убедиться, что контактные поверхности чистые. Никогда не используйте абразивные материалы для чистки контактных наконечников.
- Если вы заметили окисление на контактных наконечниках, это означает, что произошел слишком сильный нагрев. Отрежьте кабели до чистой меди. Замените контактные наконечники и обожмите их на место должным образом.
- Осмотрите и замените поврежденную изоляцию на кабелях надлежащим изоляционным материалом. Изолента не прослужит долго, не считается безопасной.Замените кабель, если изоляция сильно повреждена.

- Обогрев ближайшего к зарядному устройству конца кабеля аккумулятора означает, что проблема с подключением внутри самого зарядного устройства. Проконсультируйтесь со специалистом по промышленным аккумуляторным батареям в SSE.
Специалисты по обслуживанию аккумуляторов Southern States Enterprises готовы помочь с вашими потребностями в аккумуляторах для погрузчиков. Свяжитесь с нами сегодня, чтобы получить дополнительную информацию о наших программах регулярного обслуживания аккумуляторов и избежать ожогов горячим проводом!
Правильная обжимка электрических клемм — ключ к успеху
Как и все, что вам нужно сделать в вашем магазине, наличие подходящего инструмента для работы и его правильное использование очень важно при обжиме электрических клемм.
Рассказывают истории о людях, которые обжимали электрические соединения молотками, плоскогубцами и даже тисками. Эти подходы могут привести к проблемам с плохой электропроводностью, разрывом провода, коррозией и многим другим.
Чтобы ваши электрические соединения были надежными и долговечными, ключевым моментом является качественный обжимной пресс. Дешевые обжимные устройства изгибаются и отклоняются под давлением, что приводит к смещению обжима, обеспечивающему недостаточное давление в точке обжима. Хороший обжимной пресс при правильном использовании обеспечит качественное электрическое и механическое соединение между проводом и корпусом терминала.
После того, как вы выбрали правильный обжимной станок для работы, добиться успешного обжима будет легко, если вы выполните четыре простых шага:
- Выберите клемму, подходящую для приложения и используемого размера провода.
Чтобы выбрать правильный терминал, задайте несколько вопросов:- Являются ли погода или влажность фактором?
- Это приложение связано с движением и вибрацией?
- Я хочу подключить несколько проводов?
- Нужно ли мне подключать провода разных размеров и сечений?
- Есть ли проблема с использованием горелки или теплового пистолета в этом приложении?
- Есть ли у меня подходящие инструменты для выполнения этого подключения?
- Зачистите провод до нужной длины.

Спланируйте длину полосы так, чтобы было видно, как минимум 1/32 дюйма провода выступает из конца цилиндрической клеммы (только клеммы с открытой цилиндрической головкой). - Выберите правильное гнездо для обжима для используемой клеммы и сечения провода.
Большинство обжимных инструментов помечены цветами и номерами, чтобы определить правильные гнезда для обжима. - Выполните обжим.
Обязательно поверните клемму так, чтобы язычок находился на уровне гнезда для обжима. Если вы обжимаете терминал с нейлоновой изоляцией с помощью изоляционного зажима, обожмите второй раз расширяющийся цилиндр изоляционного корпуса (или используйте обжимной инструмент с храповым механизмом, который обеспечит и то, и другое одновременно).
Даже если у вас есть качественные компоненты, неудачный обжим значительно снизит надежность электрического соединения, что приведет к простою и потенциально опасным ситуациям.
Если вам нужна помощь в поиске подходящего обжима или других компонентов для ваших электрических нужд,
2D Моделирование процесса обжима кабеля для зарядки аккумулятора электромобиля
При проектировании и производстве устройств первостепенное значение имеют средства защиты от огня и личной безопасности. Инженеры по бытовым устройствам постоянно ищут более качественные и долговечные устройства, которые будут обеспечивать как более низкую стоимость для потребителя, так и более низкое потребление энергии. Поэтому было предложено двухмерное моделирование процесса опрессовки с использованием программного обеспечения COMSOL Multiphysics®. Результаты конвективного и теплопроводного анализа тепла могут помочь инженерам выбрать оптимальную форму и процесс обжима.
Инженеры по бытовым устройствам постоянно ищут более качественные и долговечные устройства, которые будут обеспечивать как более низкую стоимость для потребителя, так и более низкое потребление энергии. Поэтому было предложено двухмерное моделирование процесса опрессовки с использованием программного обеспечения COMSOL Multiphysics®. Результаты конвективного и теплопроводного анализа тепла могут помочь инженерам выбрать оптимальную форму и процесс обжима.
Обжим считается одной из самых надежных технологий соединения металлов в производстве соединителей. Хотя это один из старейших методов создания постоянного соединения между проводом и клеммой, лежащие в основе механические принципы этого процесса до сих пор становятся источником горячих споров в инженерном сообществе отрасли.Даже быстрый поиск литературы гарантированно даст список публикаций, которые не согласны друг с другом и излагают совершенно противоположные точки зрения на то, «что делает хороший обжим».
Турецкий сектор бытовой техники начал производство как сборочная промышленность в 1950-х годах и с тех пор добился огромного роста. В настоящее время промышленность бытовой техники является одним из устоявшихся и динамично развивающихся секторов Турции. Отрасль в основном состоит из двух подсекторов; а именно бытовая техника (товары длительного пользования), которая доминирует в этом секторе, и мелкая бытовая техника.Этот торговый сектор приносит новые идеи для силовых кабелей и их соединителей. Процесс обжима очень важен с точки зрения силовых кабелей и разъемов, и нежелательные проблемы могут часто возникать из-за неправильного использования / процессов.
Тепло — основная проблема в процессе обжима, и его следует тщательно анализировать. Таким образом, в данной статье рассматриваются и рассматриваются исследования конвективной и теплопроводной теплопередачи в выбранном процессе опрессовки с использованием COMSOL Multiphysics®.
В настоящее время промышленность бытовой техники является одним из устоявшихся и динамично развивающихся секторов Турции. Отрасль в основном состоит из двух подсекторов; а именно бытовая техника (товары длительного пользования), которая доминирует в этом секторе, и мелкая бытовая техника.Этот торговый сектор приносит новые идеи для силовых кабелей и их соединителей. Процесс обжима очень важен с точки зрения силовых кабелей и разъемов, и нежелательные проблемы могут часто возникать из-за неправильного использования / процессов.
Тепло — основная проблема в процессе обжима, и его следует тщательно анализировать. Таким образом, в данной статье рассматриваются и рассматриваются исследования конвективной и теплопроводной теплопередачи в выбранном процессе опрессовки с использованием COMSOL Multiphysics®.
Самая важная добавленная стоимость проекта заключается в устранении зависимости от импорта в этой области за счет внедрения конструкций обжима изделий отечественной технологии в сектор бытовой техники. Кроме того, сокращение отходов и производственных затрат групп продукции для обжима будет напрямую способствовать повышению прибыльности и производительности в секторе бытовой техники. В дополнение к этому, этот документ позволит провести новую исследовательскую работу с целью углубленного изучения влияния на электрические и механические свойства усовершенствованных конструкций обжима изделий.
Кроме того, сокращение отходов и производственных затрат групп продукции для обжима будет напрямую способствовать повышению прибыльности и производительности в секторе бытовой техники. В дополнение к этому, этот документ позволит провести новую исследовательскую работу с целью углубленного изучения влияния на электрические и механические свойства усовершенствованных конструкций обжима изделий.
Материалы и методы: в процессе обжима используется 242-жильный медный провод диаметром 0,2 мм.В модели COMSOL материал обжима выбран как серебро и окружен воздухом. Номинальный электрический ток 63 А определяется как номинальный ток кабеля зарядки аккумулятора для электромобиля. В модели используются модули как электрического тока, так и конвективного теплообмена. Источник тепла — это общая плотность рассеиваемой мощности из физики электрического тока. Время моделирования установлено на 60 минут, как определено в стандартах. Затем получают рабочие характеристики температуры и рассеиваемой мощности. Согласно результатам моделирования, максимальная температура составляет 60 ° C, а общая рассеиваемая мощность — 2.3.
Согласно результатам моделирования, максимальная температура составляет 60 ° C, а общая рассеиваемая мощность — 2.3.
ИБП — Почему плавится пластик вокруг клеммы аккумулятора?
Все батареи рассчитаны на вольт и ампер-час, но мы знаем, что у них также есть 2 основных свойства: C и ESR с некоторым мертвым или пороговым напряжением, где емкость довольно равномерна между 90% SoC и 10% SoC. Где C выражается в единицах измерения в десять тысяч фарад, а ESR — в микроомах. Есть также вторичные значения C2, ESR2, которые вызывают эффект памяти, но пока мы можем ими пренебречь.Таким образом, вам НЕОБХОДИМО, чтобы контактное сопротивление было <1% от ESR батареи, чтобы быть эффективным и холодным.
то есть контакт 10 мОм его не срежет.
Редактировать
Фотография меняет вопрос. Энергия уходит из горячей точки.
Мне кажется, что самое горячее место в месте обжима и плавления изоляции провода выше и проводимости через клемму аккумулятора, чтобы расплавить изоляцию аккумуляторного блока вокруг электрода.
Избегайте запаха токсичных паров от оболочки из ПВХ или любого другого пластика.
Сопротивление контакта провода может быть измерено в милливольтах, если подается 10 А или какой-либо измеренный ток. V / I = ESR и должно быть меньше 100 мВ при максимальном ожидаемом токе, таким образом, получаем 100 мВ / Imax = ESR.
Причина, по которой они нагреваются, связана с отсутствием воздушного уплотнения вокруг интерфейса медных клемм, которое вызывает окисление. Попробуйте использовать лучший обжимной инструмент или ленту, обожмите и припаяйте соединение, чтобы сделать его герметичным, с помощью пропановой горелки, затем подключите к батарее.Обжимной соединитель должен быть из стали с медным покрытием. или свинец, а не только сталь для высокой прочности на сжатие и проводимости кожи.
шт.
На вид это герметичные свинцово-кислотные батареи с вентиляционным отверстием, НЕ СУХИЕ батареи.
CCA около 800A ~ 1000A с максимальным падением напряжения 0,1 В подразумевает, что сопротивление контакта должно быть 100 мВ / 1 кА = 1 мкОм . .. так что вам лучше залить соединение припоем внутри чистой меди и до разъема (при использовании таких же клеммных разъемов низкого качества. )
.. так что вам лучше залить соединение припоем внутри чистой меди и до разъема (при использовании таких же клеммных разъемов низкого качества. )
Затем необходимо проверить сопротивление интерфейса терминала номинальным током на предмет потери мощности или падения напряжения.
Вы можете измерить это в любое время в горячем состоянии с помощью цифрового мультиметра между штырем под наконечником и любой частью провода / обжима и наконечником лопаты. С его помощью можно измерить сопротивление замыканию в мВ / л каждого контактного интерфейса.
Обжимные кабели для системы питания 12 В — Sprinter Adventure Van
Чтобы собрать вашу 12-вольтовую систему питания, вы должны соединить кабелями ваши батареи, инвертор, солнечное зарядное устройство, предохранители, реле, переключатели и шины.У большинства этих устройств есть шпильки и болты для соединений, а это значит, что вам потребуются кабельные наконечники, чтобы прикрепить провода к предметам.
Теперь кабельные наконечники для кабелей 18 или даже 10 калибра легко обжимать. На YouTube есть действительно отличное очень подробное видео, в котором объясняется, как правильно и неправильно обжимать кабель такого типа.
Настоящая проблема возникает, когда вы работаете с кабелями калибра 2, 0 или даже 4/0.
Что за возня с опрессовкой?
Плохой обжим может быть опасен.Если провод не закреплен должным образом, он может отсоединиться от наконечника. Это останавливает работу, но также может привести к короткому замыканию компонентов. Если кабель аккумулятора отсоединится, это может вызвать большие искры и вызвать возгорание.
Даже крепкий обжим может оказаться недостаточно хорошим. Кабели рассчитаны на пропускание определенного количества тока. Вот почему вам нужны большие толстые кабели для подключения батарей (по которым проходит весь ток, используемый в системе), а не для светодиодных световых кабелей (которые пропускают ток, достаточный для зажигания очень эффективного светодиода).Если наконечник не прижат к кабелю должным образом, у него может не хватить площади контакта. Это все равно, что вставить кусок тонкого кабеля в середину толстого кабеля. Тонкая деталь нагревается из-за сопротивления, которое нарастает, когда ток пытается протиснуться через тонкую секцию.
Кабели рассчитаны на пропускание определенного количества тока. Вот почему вам нужны большие толстые кабели для подключения батарей (по которым проходит весь ток, используемый в системе), а не для светодиодных световых кабелей (которые пропускают ток, достаточный для зажигания очень эффективного светодиода).Если наконечник не прижат к кабелю должным образом, у него может не хватить площади контакта. Это все равно, что вставить кусок тонкого кабеля в середину толстого кабеля. Тонкая деталь нагревается из-за сопротивления, которое нарастает, когда ток пытается протиснуться через тонкую секцию.
Хороший обжим сжимает все медные жилы в кабеле так, чтобы не было воздушного зазора между ними и внутренней стенкой наконечника. Таким образом обеспечивается постоянный контакт между кабелем и наконечником и исключается возможность образования горячих точек из-за электрического сопротивления внутри кабеля.Вот видео производителя инструмента, в котором объясняется разница между хорошим и плохим обжатием больших кабелей.
Какие типы кабелей использовать при переоборудовании фургона
Лучшим кабелем для этого типа использования является кабель аккумулятора или сварочный кабель. Он более гибкий, потому что внутри у него несколько жил, а не несколько толстых проводов. Кабель 4/0 может иметь до 250 отдельных медных жил, скрученных вместе.
Эти несколько тонких жил сжимаются друг с другом намного лучше, чем несколько толстых проволок.Вот контраст между сварочным кабелем 2 AWG и каким-то кабелем 2 AWG 120 В, который у меня лежал.
Обратите внимание, сколько жил сварочного кабеля по сравнению с кабелем на 120 В. Вы можете увидеть, как наконечник будет лучше контактировать со сварочным кабелем по сравнению с обычным кабелем.
Чтобы аккуратно прорезать этот материал, вам понадобится подходящий инструмент для троса. Если грызть его плоскогубцами, конец не будет чистым. Купили резак для кабеля с храповым механизмом. Он действительно аккуратно прорезает даже медный кабель 4/0, если вы крепко держите кабель одной рукой.Резак не требует слишком больших усилий благодаря храповому механизму.
ПРЕДУПРЕЖДЕНИЕ : Доступно множество удивительно дешевых кабелей. Будьте очень осторожны. Медь стоит денег. Если кабель выглядит дешевым (особенно если он рекламируется для использования в автомобильной аудиосистеме), то, вероятно, он не медный. Вместо этого его можно было бы назвать CCA или Copper Clad. Буква «А» означает алюминий.
Это алюминиевая проволока с тонким слоем меди поверх. Он похож на медь, но меньше весит и не такой хороший проводник.Он будет иметь большее сопротивление, чем медный провод аналогичного размера. Алюминий также более хрупкий, поэтому провода внутри кабеля с большей вероятностью со временем сломаются. Это еще больше увеличивает сопротивление. Держитесь подальше от CCA.
Это еще больше увеличивает сопротивление. Держитесь подальше от CCA.
Нельзя делать наконечники из старой медной трубы
На YouTube есть видео, где люди вынимают из мусора старые куски медной трубы и растирают их в тисках, превращая их в кабельные наконечники.
Сравните и сравните с ушками, купленными в магазине. Правильно изготовленные проушины изготавливаются из меди, толщина которой соответствует размеру проушины.Они имеют расширяющийся конец, чтобы облегчить вставку кабеля. Часто в них есть смотровое отверстие, чтобы вы могли проверить, полностью ли вставлен кабель в наконечник. Многие наконечники также имеют слой олова поверх меди для предотвращения коррозии.
Мы остались довольны ушками марки TEMCO. В них хорошее соотношение цены и качества.
Да, ушки дорогие. Я не думаю, что это место, где стоит удешевлять металл, который вы нашли в мусорном контейнере, а затем согнули, чтобы придать ему форму.
Прижимать наконечники к кабелю (время круто)
Чтобы проушины были хорошо сжаты, вам понадобится обжимной пресс. До недавнего времени вам приходилось либо платить специализированному магазину, чтобы сделать обжимные устройства для вас, либо вы в значительной степени ограничивались молотковым обжимом. Вы все еще можете купить их менее чем за 20 долларов. Эти штуки оставляют на краю наконечника небольшую вмятину, которая теоретически закрывает его настолько, чтобы удерживать кабель на месте. Они не создают герметичного «холодного шва», потому что не сжимают весь наконечник и пучок кабелей.
До недавнего времени вам приходилось либо платить специализированному магазину, чтобы сделать обжимные устройства для вас, либо вы в значительной степени ограничивались молотковым обжимом. Вы все еще можете купить их менее чем за 20 долларов. Эти штуки оставляют на краю наконечника небольшую вмятину, которая теоретически закрывает его настолько, чтобы удерживать кабель на месте. Они не создают герметичного «холодного шва», потому что не сжимают весь наконечник и пучок кабелей.
Теперь вы можете купить гидравлический обжимной пресс, который идеально подходит для использования в домашних условиях на Amazon, менее чем за 50 долларов (цена колеблется — посмотрите на сайте, если вы перейдете по ссылке выше 50 долларов).
Эта конкретная модель имеет сменные матрицы для кабелей разных размеров. Матрицы метрические, поэтому вам также понадобится таблица преобразования. Это позволяет увидеть, какая матрица наиболее точно соответствует имеющемуся у вас кабелю. Стоит измерить кабель напрямую, потому что то, что напечатано снаружи, не всегда соответствует толщине меди внутри.
Стоит измерить кабель напрямую, потому что то, что напечатано снаружи, не всегда соответствует толщине меди внутри.
Конечно, вы все равно можете полностью испортить обжимное соединение даже с помощью гидравлического обжима, но, по крайней мере, у вас есть гораздо больше возможностей добиться успеха!
Последние штрихи: термоусадка для внутреннего диаметра кабеля и дополнительная разгрузка от натяжения
Добавление слоя термоусадки снаружи соединения служит трем целям.
- Придает дополнительную прочность обжатому выступу.
- Он помогает определить положительный и нейтральный кабели.
- Пожалуй, самое главное, он изолирует конец кабеля.
Термоусадка — еще одна вещь, доступная в разных ценовых категориях. У хороших вещей есть клей внутри. Он образует непроницаемое для жидкости уплотнение вокруг всего кабеля и сжимается, когда вы его нагреваете, чтобы сжать трубку над кабелем. Этот материал часто называют «двойной стенкой» или «клеевым покрытием». К этой категории относится большинство термоусадочных трубок для судостроения.
К этой категории относится большинство термоусадочных трубок для судостроения.
При покупке термоусадочной трубки ее размер указан как диаметр в растянутом состоянии (до усадки). Производитель также указывает коэффициент усадки, например 2: 1 или 3: 1.Трубка 2: 1 диаметром 1 дюйм после усадки станет шириной 1/2 дюйма. Это поможет вам определить, какой размер вам нужен для каждого типа кабеля.
Если вы тратите хорошие деньги на термоусадочную трубку, также имеет смысл использовать тепловой пистолет, а не полагаться на зажигалку для нагрева трубки. Нам очень понравилась тепловая пушка DeWalt D26950. Есть и более дешевые, но этот нам очень надежно послужил.
Потратьте деньги, оно того стоит.
К тому времени, когда вы закончите переоборудование фургона, вы обжмете много кабелей.На фото ниже я насчитал 16 обжимов для толстых кабелей и 12 обжимов для тонких кабелей.
Распределительная панель постоянного тока и все розетки и устройства на 120 и 12 В в автомобиле также имеют обжимки на обоих концах каждого кабеля.
