
чертежи и схемы с размерами, процесс изготовления
Мы приветствуем нашего уважаемого читателя и предлагаем Вашему вниманию статью о том, как изготовить трубогиб для профильной трубы своими руками. Если Вы любите мастерить, строите дом или обживаете усадьбу, рано или поздно возникнет необходимость собрать металлоконструкции из профильных труб, при этом иногда необходимо согнуть заготовки.
Процесс гибки трубных заготовок не слишком сложен, но для него необходимы приспособления – трубогибы. Вполне возможно изготовить приспособление для гнутья самостоятельно.
Для чего используют трубогиб
Профильная труба – пустотелый профиль квадратного, прямоугольного, овального сечения с тонкой стенкой. Профильные трубы очень широко применяют в строительстве, промышленности, добывающем комплексе, сельском хозяйстве. Применяют квадратные и прямоугольные изделия и в быту: при монтаже металлоконструкций, для изготовления мебели, садовых построек, навесов, теплиц, оград, беседок, навесов, павильонов, пергол.
Одновременно сталь обладает определенной пластичностью – тонкостенные трубы можно изгибать. Но при изгибе труба может перегнуться, образовать заломы и складки – эти дефекты уменьшают прочность труб и не слишком эстетично выглядят. Поэтому для гибки применяют специальные приспособления – трубогибы.
При прокладке трубопроводов и изготовлении гнутых конструкций гибка позволяет свести к минимуму количество сварных швов и соединительных фитингов, что позволяет сэкономить немало средств.
Главные технические моменты при изготовлении трубогиба
- Для того, чтобы квадратный или прямоугольный профиль согнуть в красивую дугу, без дефектов, на прокатном ролике обязательно должно быть ребро по центру (для малых радиусов). Оно будет вминать внутреннюю сторону профиля и никаких лишних заломов не будет.
 Высота ребра зависит от нужного вам радиуса изделия, в среднем можете использовать до 5 мм.
Высота ребра зависит от нужного вам радиуса изделия, в среднем можете использовать до 5 мм. - Профиль должен двигаться строго перпендикулярно основного ролика, любое отклонение приведёт к появлению винтовых заломов на изделии. Поэтому на вспомогательных роликах должны быть направляющие. Учтите это при продумывании конструкции!
- Расстояние между роликами влияет на несколько факторов, во-первых на усилие, которое нужно приложить в прокате профиля, чем меньше расстояние — тем тяжелее. Во-вторых это влияет на саму длину трубы, которую нужно сделать. Поэтому продумайте изначально конструкцию так, чтобы вспомогательные ролики были передвижными.
- Нужно обратить особое внимание на диаметр роликов, если он будет слишком мал, профиль будет проскальзывать. В заводских изделиях используются ролики с насечками до 250 мм, это конечно зависит от толщины и величины профиля, который будет прокатываться. В нашем случае можете взять от 20 мм.
- Чтобы согнуть круглую трубу используются специальные ролики с выемкой.

Какой профилегиб выбрать?
В данной статье мы не будем рассматривать промышленные профилегибы с гидро или электроусилителями, остановимся на том, что легко сможем соорудить в гараже из подручных материалов и с минимальными затратами. Так же есть ряд конструкций, которые не очень легки в производстве, например ручной арбалетный трубогиб не имеет смысла делать, так как уже на 5 трубе у вас сильно устанут руки. Поэтому подробнее остановимся на 3 типах, самых универсальных из всех.
Ручной роликовый трубогиб своими руками
Обкатные (роликовые) трубогибы бывают с 3 или 2 роликами, в первом случае дополнительный ролик служит прижимной силой и при правильном подходе даёт более идеальную деталь на выходе, во втором варианте усилие нужно приложить большее и точность немного меньше. Такая конструкция используется для маленьких профилей, с небольшой толщиной стенки.
Изготавливаем ролики для трубогиба без токарных работ
Нам понадобятся несколько обрезков от листового металла разной толщины. Она зависит от ширины профиля, так что выбирайте под свои задачи, в нашем случае это 10, 8 и 6 мм.
Она зависит от ширины профиля, так что выбирайте под свои задачи, в нашем случае это 10, 8 и 6 мм.
Чтобы сделать валец, нам нужны круги, с помощью циркуля отмечаем их на листах, из 8 мм сделаем 1 круг, а из 10 и 6 сделаем по 2 штуки. Самое главное отметить центр и нарисовать правильную окружность.
Берём в руки болгарку и стараемся максимально возможно обрезать лишнее, чтобы остался практически ровные круг. Проще на этом этапе удалить всё лишнее, так как дальше это будет сделать сложнее и дольше.
Необходимо сделать отверстие в центре круга, закрепляем в тисках и берём сверло, у меня это будет 10 мм.
После того, как сделали все заготовки, нужно превратить их в идеальные окружности. Для этого вставляем болт, закрепляем его, не забудьте контргайку!
Зажимаем в дрель и идём к наждаку или можно в болгарку закрепить лепестковой круг.
У вас должно получиться примерно вот так
У центрального круга нужно закруглить края, так как он будет вдавливать трубу, нужно чтобы металл не порвался.
Собираем все круги вместе и валец (ролик) готов. Вы можете рассверлить отверстие под больший диаметр, я так и сделаю. Нагрузка всё таки не меленькая, пусть будет потолще. Вот так можно изготовить ролик для профилегиба своими руками без токарных работ, а все лишь с помощью болгарки и дрели.
Этот ролик сделан под 20 трубу, внутренние два круга по 6 мм и центральный 8 мм. У этой конструкции есть большой плюс, Вы можете менять центральный круг, ну скажем, на 4 мм и получится трубогиб под 15 профиль. Далее собираем сам основу и ручку и пробуем, что получилось.
Изготавливаем основу и собираем трубогиб под малые радиусы
Для основы можно взять так же листовое железо и несколько уголков. В нашем случае сама станина будет сделана из листа 8 мм, обрезаем её болгаркой и делаем отверстия под ролик и крепёж. Центральное отверстие для нашего ролика (который делали выше), все 6 нижних нужны для крепежа, 4 для уголка, чтобы крепить наш трубогиб в тески и 2 для крепления упора.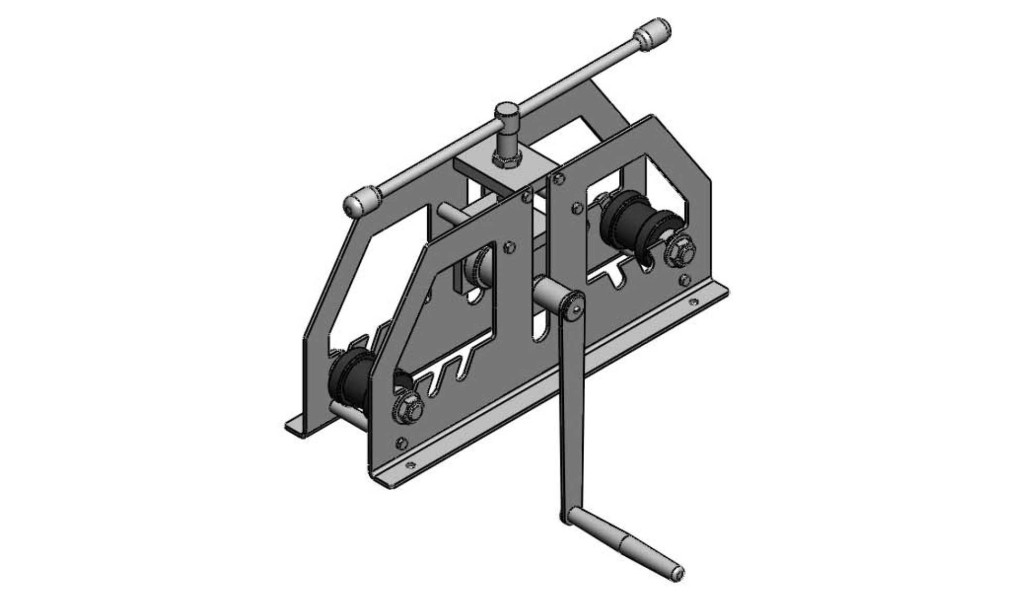
Для надежного крепления профилегиба в тесках, изготавливаем Т-образный элемент из двух кусков уголка. Надёжнее всего приварить их друг к другу и потом зачистить шов, чтобы поверхность была ровная. Делаем отверстия с резьбой 8 мм.
Прикрепляем болтами уголок к основе, учтите, с обратной стороны болты торчать не должны.
Зажимаем в тисках основную конструкцию и берём шпильку, на которую будет крепиться основной ролик.
Закрепляем ролик на основу.
Нужно изготовить упор, на примере это сделано из уголка и небольшого листа металла, с одной стороны он крепиться на шпильку ролика, с другой к основанию на болты.
Крепим упор к основанию, получается вот такая конструкция.
Следующим шагом нам нужно сделать ручку, конструкция может быть любая, это не принципиально важно. Края крепятся к шпильке. В примере ручка сделана из кусков уголка, куска профиля и вспомогательный ролик сделан из обычных подшипников, которые были под рукой.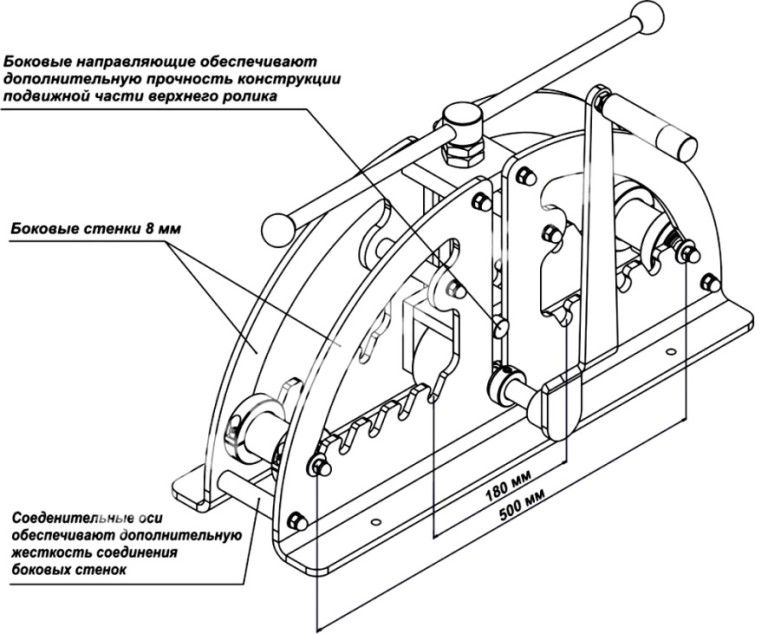
Крепим ручку и можно работать.
На видео показаны первые тесты, автор согнул несколько профильных труб 20 мм, так же на видео показан более подробный процесс сборки и некоторые нюансы с размерами. К сожалению, чертежей этого трубогиба автор и конструктор не указал, но эффективность такой конструкции подтверждена на деле. Благодарим Николая за труд!
Универсальный трубогиб своими руками без токарки
Данная модель действительно является самой универсальной (на взгляд редактора), автор этого трубогиба подошёл к делу с головой и придумал новую конструкцию. Главное отличие от классической схемы в том, что к протяжному валу подаётся платформа опорных роликов, а не наоборот, как мы привыкли. Это позволило облегчить конструкцию и сделать её более компактной, путём удаления «башенки» с прижимным механизмом. На протяжении полугода конструкция дорабатывалась и далее описана последняя версия на текущий момент (май 2020 года). Модель настолько хороша, что может гнуть сразу два профиля по 40 мм или четыре профиля по 20 мм, так же способна делать круги малого радиуса (135 мм).
Главное отличие от классической схемы в том, что к протяжному валу подаётся платформа опорных роликов, а не наоборот, как мы привыкли. Это позволило облегчить конструкцию и сделать её более компактной, путём удаления «башенки» с прижимным механизмом. На протяжении полугода конструкция дорабатывалась и далее описана последняя версия на текущий момент (май 2020 года). Модель настолько хороша, что может гнуть сразу два профиля по 40 мм или четыре профиля по 20 мм, так же способна делать круги малого радиуса (135 мм).
Изготавливаем вал для трубогиба без токарных работ (с чертежом)
Нам понадобятся следующие материалы:
- Стержень 20 мм (у нас взят кусок стабилизатора от жигулей)
- 204 подшипники
- Шайбы 24 х 44 мм
На стержень одеваем первый подшипник и провариваем со всех сторон
Далее одеваем шайбу 24 х 44 мм и тоже провариваем
После каждого слоя с шайбой придётся обрабатывать болгаркой поверхность
В итоге получится вот такая конструкция, использовано 5 подшипников и 6 шайб
Начинаем проваривать по внешнему контуру каждое соединение
У вас должна получиться вот такая заготовка, старайтесь проварить всё очень тщательно
Зажимаем заготовку в тисках и сбиваем неровности болгаркой с зачистным кругом
Следующим шагом нужно закрепить наш вал так, чтобы он мог крутиться, можно взять 2 подшипника и 2 куска трубы
Устанавливаем на болгарку лепестковый диск и доводим вал до идеального состояния
Вот такой результат работ получается, монолитная конструкция, очень прочная и надёжная
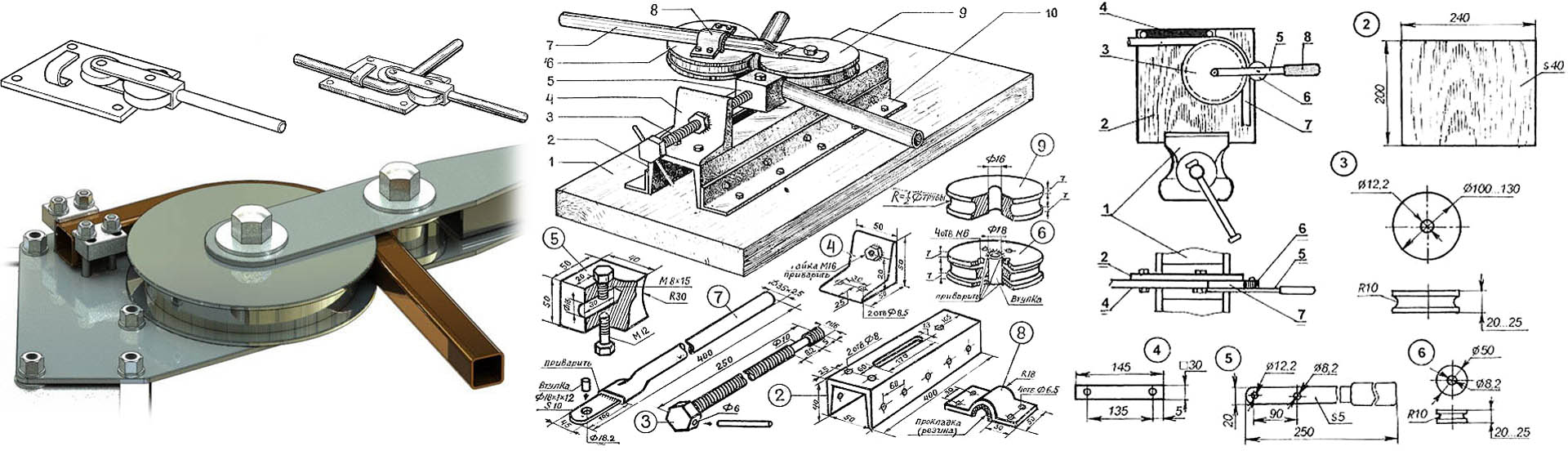
Чертеж вала для трубогиба без токарных работ
Сердцевина — это труба закалённого металла 20 мм, взят кусок стабилизатора от классических жигулей. Прямоугольники с линиями — это шайбы 24 х 44 мм, между ними 204 подшипники, которые идеально подходят для основания. Красным цветом на чертеже отмечены места сварки.
Прямоугольники с линиями — это шайбы 24 х 44 мм, между ними 204 подшипники, которые идеально подходят для основания. Красным цветом на чертеже отмечены места сварки.
Видео изготовления вала для профилегиба
Изготавливаем и собираем универсальный трубогиб своими руками (с чертежами)
Для начала посмотрите на схему, чтобы было понимание как он выглядит и что у вас должно получиться по итогу.
Нам понадобятся следующие материалы:
- 12 швеллер
- труба ¾»
- круг диаметром 20 мм
- серьга рессоры от Газели — 2 шт.
- домкрат
- шайба кузовная 20 мм — 4 шт
- труба ½»
- шпильки М10×50
- квадрат 10×10 мм
- болты М6×25
- труба водопроводная 2″
- болты М6×30
- гайки М8
- гайки М6
- шайбы М6
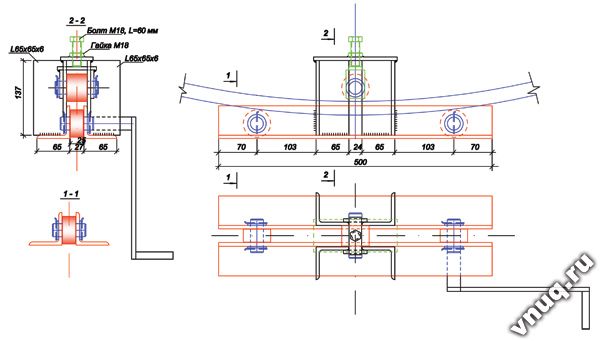
Чертежи с размерами трубогиба для профильной трубы
Далее идут 2 видео с полным описанием изготовления каждой детали и полноценной сборкой. Обязательно посмотрите, автор очень доходчиво объясняет почему каждый элемент конструкции трубогиба сделан именно так.
Видео изготовления корпуса для вала трубогиба под профильную трубу
Видео изготовления трубогиба своими руками
Заключение
Изготовление трубогибочного агрегата вполне доступно своими руками. Желаем нашему постоянному читателю научиться самому гнуть трубы для гнутых металлических конструкций и изготовить удобный трубогиб. Пусть любая информация с нашего сайта Вам пригодится. Подписывайтесь на нашу рассылку, делитесь полезностями с друзьями в соцсетях.
Желаем нашему постоянному читателю научиться самому гнуть трубы для гнутых металлических конструкций и изготовить удобный трубогиб. Пусть любая информация с нашего сайта Вам пригодится. Подписывайтесь на нашу рассылку, делитесь полезностями с друзьями в соцсетях.
Трубогиб для профильной трубы своими руками: способы изготовления
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Тот, кто любит самостоятельно мастерить различные изделия и конструкции, часто сталкивается с необходимостью изгиба в дугу профильной трубы. Сделать это без специальных приспособлений ровно и аккуратно невозможно, поэтому возникает потребность изготовить трубогиб для профильной трубы своими руками. Народными умельцами придумано достаточно много конструкций этого устройства. Многие из них вполне можно сделать самостоятельно. При этом они не требуют больших средств и просты в изготовлении и использовании.
Трубогиб – это приспособление, с помощью которого можно изогнуть трубу под нужным углом
Основная информация о трубогибах
Пред тем, как начать рассказ о вариантах и способах изготовления трубогибов, нужно определиться – что это такое и для чего применяется. Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
Труба может быть стальная, медная, алюминиевая или пластиковая с диаметром от 5 до 1220 мм или профильная с любым сечением. Угол загиба от 0 до 180 градусов. Данная статья предлагает вашему вниманию технологию изготовления нескольких видов этого незамысловатого устройства, изучив которую, вы за несколько часов сможете изготовить любой понравившийся экземпляр.
Устройство трубогиба с башмаками для различных углов сгибания труб
Полезный совет! Прежде чем приступить к изготовлению трубогиба, необходимо разобраться в их видах. Выбрать следует тот, который наиболее подходит вам по функциональным возможностям и посилен для самостоятельного изготовления именно вами.
Какие существуют виды трубогибов
Если мы говорим о промышленных устройствах, то они поделены на несколько видов по способу осуществления привода, а также по типу изгиба.
Классификация по типу привода
Станки бывают: гидравлические, электромеханические и ручные. Станки на основе гидропривода бывают ручными и стационарными. Их мощности хватает, чтобы спокойно сгибать трубы даже 3-дюймового диаметра. Гидравлические трубогибы используются в профессиональной деятельности на специализированных производствах и способны выполнять очень большой объем работ.
Гидравлический трубогиб для сгибания водо- и газопроводных труб под углом до 90°
Электромеханические приборы можно применять для сгибания практически любых труб, даже с очень тонкими стенами, что не под силу гидравлике. Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.
Электромеханический трубогиб для труб PEX/AL/PEX и углом изгибания до 180°
Ручные трубогибы используют только для изгибания небольшого диаметра труб из полимеров, нержавейки либо цветных металлов. Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.
Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.
Ручной инструмент для сгибания прямоугольного профиля и стальных труб
Классификация по способу изгиба трубы
Изогнуть трубу с помощью устройства можно различными способами. В зависимости от этого, можно выделить следующие виды трубогибов: арбалетные, пружинные, сегментные, дорновые.
Арбалетные устройства снабжены особой формой, которая и является изгибающим элементом. Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить. Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы. Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.
Принцип сгибания профильной трубы с помощью самодельного инструмента
Нужно понимать, что способ и величина угла изгиба трубы зависит от ее характеристик. Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.
Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.
Полезный совет! Независимо от того, можно или нет согнуть трубу больше, чем предписано, делать этого не следует. Даже если вы сможете изогнуть изделие без повреждений, качество этого сгиба будет плохим, а это рано или поздно проявится. Поэтому минимального радиуса обязательно надо придерживаться.
Один из вариантов применения согнутого профиля — обустройство теплицы
Как изготовить простейший ручной трубогиб для профильной трубы своими руками
Теперь рассмотрим некоторые самодельные варианты трубогибов. Простейший вариант предусматривает возможность сгибания трубы посредством шаблона на заданный радиус. Такая технология вполне подойдет и для сгибания стальных труб, а не только алюминиевых. Шаблон просто выпиливают из досок, толщина которых несколько больше диаметра или сечения трубы, которую требуется сгибать.
Эти доски между собой надежно скрепляются, чтобы труба в процессе сгиба не могла выскочить из них. Чтобы образовался желоб, скрепляемые доски просто выпиливаются под уклоном для круглой трубы. Затем, готовый деревянный шаблон прикрепляют к столу или другому подобному основанию. Рядом с шаблоном крепят упор для фиксации трубы.
Статья по теме:
Дровокол своими руками: чертежи, фото, инструкции. Как выбрать дровокол. Типы дровоколов. Особенности винтовых, гидравлических и реечных дровоколов. Самостоятельная сборка агрегата.
Построенный своими руками трубогиб для профильной трубы подобного вида способен согнуть даже достаточно толстостенные трубы, если применить лебедку. Если труба профильная, то скосы при выпиливании досок не делают. Вместо этого трубу фиксируют с помощью нескольких ограничителей.
Чертеж с размерами для изготовления трубогиба своими руками
Используя древесину можно соорудить даже прокатный трубогиб, если выточить деревянные ролики.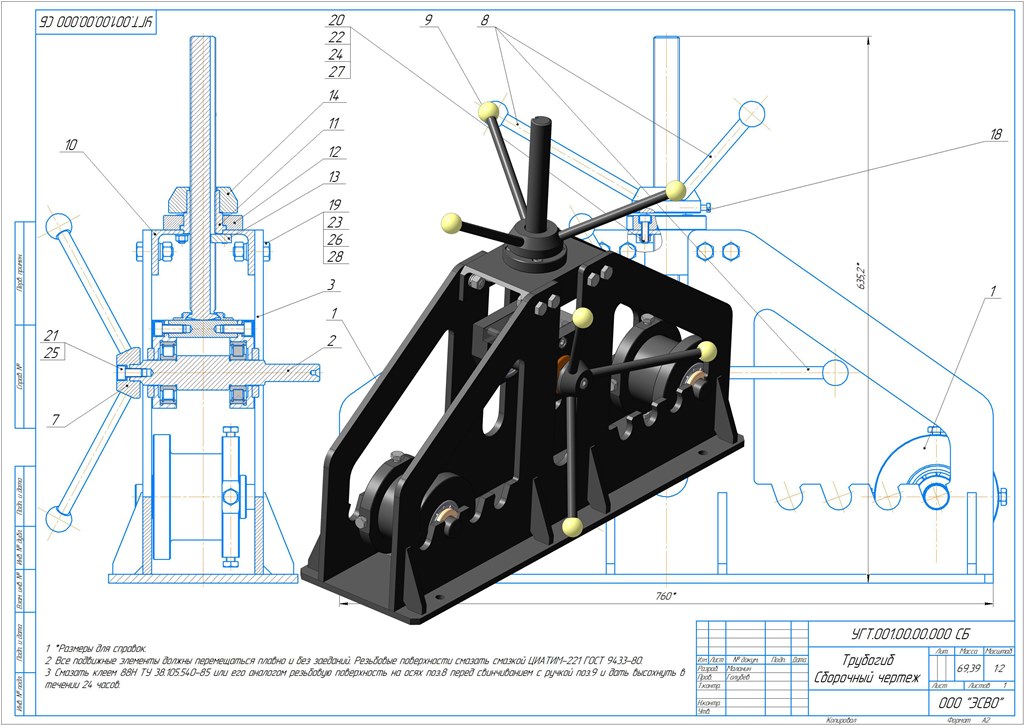 Их можно также изготовить из подшипников или полиуретана. Вообще, сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы. Податливые варианты можно сгибать на деревянных приспособлениях без особого труда просто руками, а вот для жестких труб понадобятся более сложные устройства с металлическими деталями.
Их можно также изготовить из подшипников или полиуретана. Вообще, сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы. Податливые варианты можно сгибать на деревянных приспособлениях без особого труда просто руками, а вот для жестких труб понадобятся более сложные устройства с металлическими деталями.
Изготовление самодельного гидравлического трубогиба
Если вы решили изготовить настоящий гидравлический трубогиб, вам нужно обзавестись домкратом с гидравлическим приводом, швеллером, двумя роликами и башмаком. Кроме того, понадобится несколько металлических пластин из стали более 3 мм толщиной.
Схема и принцип работы самодельного гидравлического трубогиба с использованием домкрата
Из швеллера с помощью сварочного аппарата создают прямоугольную конструкцию, высота которой совпадает с высотой полностью выдвинутого домкрата. Его устанавливают на жесткое основание и надежно закрепляют металлическими пластинами.
Домкрат нужно выбирать грузоподъемностью не менее 5 тонн. Он призван выполнять роль толкателя. Главной задачей здесь является поиск самых подходящих роликов. Сложность в том, что только при максимально точном обхвате трубы роликами может получиться действительно качественный изгиб. Если подыскать разные ролики и сделать их съемными, то можно будет гнуть трубы различного сечения и диаметра.
Пример устройства для сгибания металлических труб, созданного своими руками
Преимуществами гидравлического, сооруженного своими руками трубогиба для профильной трубы, являются: простота изготовления, доступность и низкая стоимость домкрата и деталей. Такое устройство позволяет с высоким качеством сгибать любые профильные и круглые трубы в холодном состоянии.
Как самостоятельно сделать прокатный трубогиб
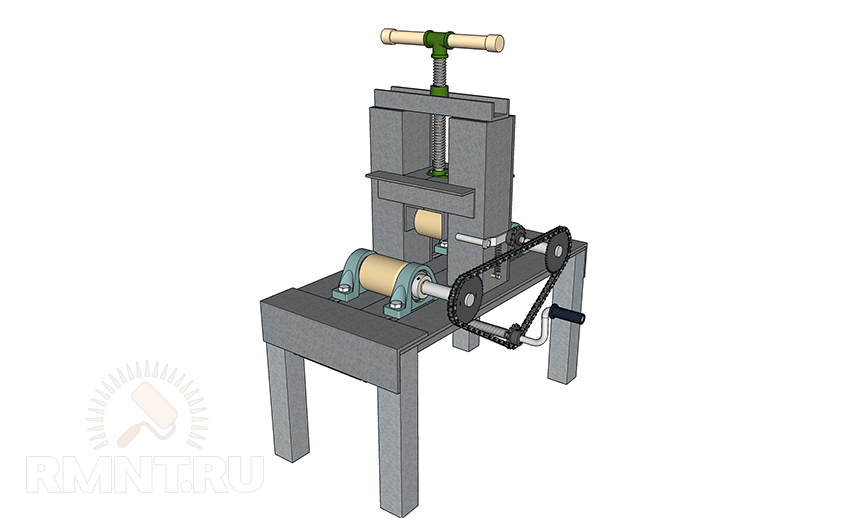
Процесс сгибания трубы в прокатном станке проходит следующим образом. Труба укладывается на боковые ролики, а сверху на нее опускается третий, фиксируя изделие в заданной позиции. Когда мы начинаем вращать рукоятку, цепь приводит во вращательное движение валы, и профильная либо круглая труба сгибается под необходимым углом.
Когда мы начинаем вращать рукоятку, цепь приводит во вращательное движение валы, и профильная либо круглая труба сгибается под необходимым углом.
Шаг 1: создание основания трубогиба из стального швеллера 80х80х4
Для изготовления такого устройства необходимо:
- выточить ролики и обоймы для подшипников. Эту задачу можно доверить токарю, который по чертежам сделает работу в лучшем виде. В устройстве будет три вала, один из которых подвешен на пружинах, а два других зафиксированы в боках рамы;
Шаг 2: изготовление корпуса винтового механизма
- подготовить полку из 50-миллиметрового швеллера. Она имеет вид прямоугольника со сторонами 100х30 см. В ней делают отверстия для крепления валов и нарезают резьбу для регулировки положения прижимного вала;
Шаг 3: создание винта со стандартной нарезной резьбой
- все детали скрепить между собой при помощи сварочного аппарата;
- полку с прижимным валом подвешивают на пружинах, а боковые валы соединяют через звездочки цепью.
 На один из валов приваривают рукоятку для вращения;
На один из валов приваривают рукоятку для вращения;
Шаг 4: изготовление поворотной ручки центрального ведущего ролика
- монтируют домкрат так, чтобы с его помощью можно было легко регулировать прижимное усилие.
Полезный совет! Изготовить прокатный трубогиб без наличия чертежей и расчетов вам вряд ли удастся. Если вы не обладаете инженерными знаниями, то лучше найти готовую документацию, по которой и сделать станок.
Шаг 5: сборка всех деталей самодельного прокатного трубогиба
Трубогиб для профильной трубы своими руками вполне можно сделать. Его сложность зависит от того, для каких целей он вам нужен. Если это только разовые действия, то достаточно деревянных конструкций. Если же вы на постоянной основе занимаетесь изготовлением изделий из трубы, то вам понадобится более сложный агрегат.
Трубогиб (видео)
ОЦЕНИТЕМАТЕРИАЛ Загрузка.
 ..
ПОДЕЛИТЕСЬ
..
ПОДЕЛИТЕСЬВ СОЦСЕТЯХ
СМОТРИТЕ ТАКЖЕ
REMOO В ВАШЕЙ ПОЧТЕ2 бюджетных вида, чертежи + видео
На чтение 10 мин. Просмотров 5.7k. Обновлено
Сегодня, мы хотим рассказать вам, как сделать простую модель трубогиба для профильной трубы своими руками. Потребность в этом устройстве возникает у многих из нас, особенно на дачном участке, когда необходимо согнуть профиль, чтобы соорудить теплицу или беседку.
Покупать профессиональное оборудование нет смысла, так как в обычной жизни оно требуется нам не часто.
Мы будем делать с вами простую конструкцию профилегиба своими руками, которую каждый мастер-любитель сможет сделать самостоятельно.
Принцип работы трубогиба
Принцип функционирования трубогиба достаточно прост — профильная труба подвергается воздействию, что приводит к её температурному изменению, и сталь становится мягче. Заготовка размещается в прокатной зоне станка для гибки, между валами, которые выступают также в качестве шаблона. Именно от того, как они расположены, какой имеют диаметр, зависит угол загиба профиля.
Заготовка размещается в прокатной зоне станка для гибки, между валами, которые выступают также в качестве шаблона. Именно от того, как они расположены, какой имеют диаметр, зависит угол загиба профиля.
Ролики бывают:
- направляющими — они удерживают деталь;
- прижимными — придают угол загиба.
Направляющих два, и один прижимной вал.
Стоит заметить, что многократно менять форму профильного трубопроката (нагревать и изгибать) не следует, так как это уменьшает его прочность.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Станок для гибки профильной трубыОсновные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.

По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека.
 Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические: - опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт.
 С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью. - С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.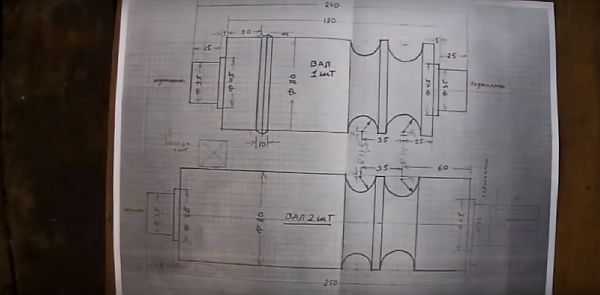
Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
- для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
- стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Инструкция как сделать профилегиб своими руками
Итак, переходим к изготовлению трубогиба без токарных работ.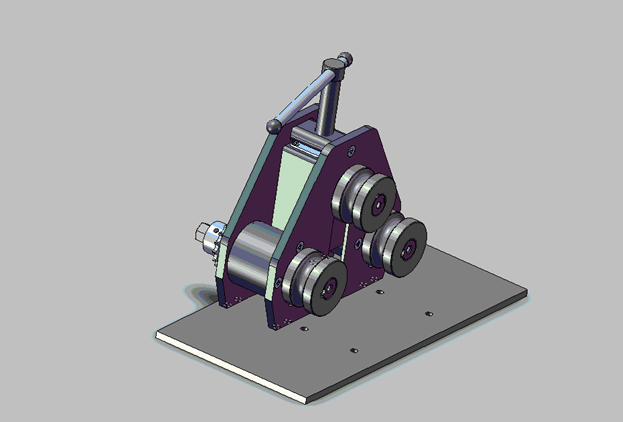 Мы решили сделать две разные модели. Можете ознакомиться как с видео инструкцией, так и текстовой версией пошагового руководства.
Мы решили сделать две разные модели. Можете ознакомиться как с видео инструкцией, так и текстовой версией пошагового руководства.
Трубогиб с ручным приводом
Нам понадобится 8 штук подшипников 33 размера, для основы швеллер 40 на 80, строительная шпилька на 18, шайбы размером 18, металлический уголок на 25, отрезок прямоугольной пластины.
Так как мы первый раз делаем своими руками ручной трубогиб для профильной трубы, то решили подготовить чертёж нашего устройства — это упросит работу.
Чертёж будущего трубогибаПосле этого, уже приступили к изготовлению самого трубогиба:
- Отпиливаем швеллер нужной длины и очищаем его от ржавчины болгаркой.
- Счищаем со строительного шпиля резьбу, так же болгаркой. Это необходимо для свободного перемещения подшипников по ней.
- Подготавливаем шайбы — используя молоток, придаём шайбе слегка форму конуса. Шайба такой формы позволит беспрепятственно двигаться подшипнику.

- Собираем два ролика — на шпильку по краям устанавливаем гайки на 18, в середине 3 подшипника. Слегка изогнутые шайбы не задевают края подшипников и они свободно двигаются.
- Подтягиваем гайки с помощью ключа и обрезаем излишки шпильки.
- Края прихватываем сваркой.
- Из металлического уголка отрезаем 4 заготовки по 25 см. Они будут служить направляющими для валиков — ведущего и прижимного.
- Привариваем уголки к швеллеру. Расстояние между двумя соседними заготовками определяется размером шпильки, она должна свободно проходить в зазор.
- Изготавливаем ведущий ролик — на 18 шпильку одеваем отрезок трубы диаметром 25 мм. Пространство между трубой и шпилькой наполняем гвоздиками на 40, с которых предварительно отрезаем шляпки.

- Для надёжности конструкции, края также схватываем сваркой, предварительно зажав заготовку в тисках.
- Одеваем на края вала по 33 подшипнику.
- Переходим к изготовлению подвижной каретки. Для этого берём два отрезка профильной трубы 20 на 40, длиной 30 мм, и прямоугольную металлическую пластину 80 на 50 мм.
- Привариваем к пластине отрезки профиля, а к нему ведущие ролики.
- Снизу каретки, определив её среднею точку, проделываем дрелью отверстие. Его размер должен совпадать с диаметром шпильки на 18.
- Приступаем к сборке подъёмного механизма. Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем.

- Отрезаем заготовку из прямоугольной металлической пластины размером 70 на 13 — которая будет служить упором для подъёмного механизма.
- В заготовке отмеряем середину, проделываем отверстие на 18.
- Приступаем к сборке трубогиба. На основание из швеллера устанавливаем каретку с ведущим валиком. Сверху надеваем пластину и закручиваем гайку, которую прихватываем сваркой.
- Привариваем по краям основания ролики, а к подъёмному механизму ручку.
- Изготавливаем ручной привод — для этого берем профиль 20 на 20, ручку от дрели, которую прикручиваем к профилю. Отрезок трубы прихватываем сваркой к ведущему валику.
Трубогиб для профильной трубы готов, можно переходить к испытанию.
Трубогиб с гидравлическим приводом
Как сделать трубогиб своими руками | Обустройство мастерской и самодельные станки
Watch this video on YouTube
Мы решили ещё попробовать изготовить более мощное устройство, работающее от гидравлического привода, как оказалось сделать это не так уж и сложно.
Чертёж гидравлического трубогиба- Сначала подготовили станину, её мы соорудили из швеллера, уголков и пластины из металла, путём сваривания этих элементов между собой. Также нам понадобится 2 ролика, насадка полукруглой формы и машинный домкрат.
- В основе станины поделываем по 6 регулировочных отверстий с обеих сторон, в них будут закрепляться ролики, в зависимости от требуемого угла загиба.
- Устанавливаем валики в проделанные дырочки в станине.
- Надеваем полукруглую насадку на крадомый механизм, и размещаем его под роликами.
- Устройство готово, вставляем профиль между роликами и домкратом.
 Путём поднимания механизма производим загибание профильного трубопровода.
Путём поднимания механизма производим загибание профильного трубопровода.
Дефекты гибки и как их избежать
Для облегчения гибочного процесса профильной трубы, и, чтобы избежать образования дефектов, мы решили поделиться с вами моментами, которые их вызывают.
Нередко в бытовых самодельных трубогибах присутствует тянучка и волна, в самом узком месте — в месте уменьшения площади. Это в свою очередь может привести к образованию микротрещин, хотя для сооружения парников и беседок это не важно.
Ещё один дефект, который возникает при гибки квадратной профтрубы — в процессе происходит её закручивание по оси. Исправить такую трубу для использования в качестве арки теплицы будет невозможно. Причиной «пропеллера» является несимметричное распределение нагрузки при проведении загибочных работ.
Но главная причина образования дефектов при изгиба профиля — выбор неправильного радиуса изгиба, и наличие маленького технологического «хвостика» (расстояния от начала трубы — ближайшее к месту изгиба, до места загиба).

«Хвостик» не только надёжно фиксирует профильную трубу, но также поглощает отдачу технологического напряжения.
Как снизить издержки на изготовление
Чтобы снизить затраты при изготовлении трубогиба, можно использовать подручные детали. Допустим вместо роликов, подойдут ступнины от старого велосипеда. Они не смогут выдержать больших нагрузок, но для загиба профильной трубы 20 на 40 подойдут. При отсутствии шайбы, её можно заменить металлическим кругом подходящего диаметра.
Не следует покупать для самоделки новые подшипники, подойдут «убитые», которые легко раздобыть в автосервисах. Кроме того, многие элементы можно найти на пункте сдачи металла.
Сегодня, мы попробовали изготовить две модели самодельных трубогибов для профильной трубы — это оказалось нам под силу. Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще.
Надеемся, что, руководствуясь нашей статьёй, вы без труда соберёте профилегиб из подручных материалов, и сможете изогнуть трубу под нужным вам радиусом для изготовления парника или веранды.
Видео инструкции
Трубогиб своими руками, схемы, чертежи для трубогиба профильной трубы
Трубы, имеющие квадратное, прямоугольное или овальное сечение – называют профильными. Чтобы собрать трубогиб своими руками необходимо выяснить с какой трубой вы собираетесь работать и уже отталкиваясь от профиля трубы собирать трубогиб.
теплица из гнутых труб
При строительстве навесов, малых архитектурных форм, теплиц – такой материал используется ничуть не реже, чем традиционная труба. Строители отдают предпочтение такому сечению по причине плоских поверхностей, на которые удобно крепить кровельный материал. Да и внешний вид такой трубы гораздо респектабельнее.
В обработке профтруба не сложнее, чем круглая, однако при ее сгибании надо учитывать некоторые особенности.
Как согнуть профильную трубу — простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
Вместо дорна песок
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой.
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик.
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда.
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5% меньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности.
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
Изгиб профильной трубы
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.
ручной трубогиб
Профильный трубогиб своими руками вальцовочного типа
Установка может быть как переносной, так и стационарной. Привод обеспечивается мускульной силой или при помощи электродвигателя с редуктором.
Самодельный трубогиб
Принцип действия ручного трубогиба один – профтруба опирается на разнесенные упоры-катки, между ними находится упорный ролик, который давит на заготовку.
Профиль протягивается по горизонтали, попутно изгибаясь по заданному радиусу. Схема раскрывает конструкцию и основные узлы приспособления.
Ролики для трубогиба могут быть цилиндрическими или с проточкой, это зависит от размера и характеристик заготовки. Плоский и широкий профиль удобно прокатывать по ровным каткам, узкий и высокий требует направляющих проточек.
Наиболее популярны универсальные ролики. На цилиндрическое основание при необходимости можно надеть направляющие бортики-шайбы.
Самодельные трубогибы чаще всего изготавливают именно на базе этой конструкции. Они подходят для профтрубы практически любого размера и не требуют дорогостоящих элементов при сборке.
Все детали, за исключением вальцов, можно найти в своих запасниках. Чертеж ручного трубогиба наглядно демонстрирует простоту конструкции.
Большинство домашних мастеров пользуются ручным приводом, поскольку скорость при таких работах не нужна. Однако если нужно изготовить большой погонаж гнутой профтрубы – используется механизация.
Применив простой цепной редуктор и мощную дрель, можно выйти на промышленный уровень производства гнутого профиля.
Работа с трубогибом
Пусть вас не пугает сложность изготовления и поиски необходимых комплектующих. Стоимость услуг по изготовлению заготовок из профтрубы настолько высока, что изготовление самодельного устройства ощутимо сэкономит ваши средства. Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
Трубогиб сделанный своими руками легко сгибает квадратную трубу
Например, вот конструкция, изготовленная из списанного и выброшенного промышленного электрооборудования. Двухвальный редуктор распилен пополам, и послужил в роли опорных роликов.
Понижающая часть соединена с трехфазным электродвигателем, на котором переделан пусковой механизм под однофазное питание.
Оба вала синхронизированы мотоциклетной цепью и шестернями от того же байка. Упорный ролик приводится в действие с помощью обычного «жигулевского» ромбовидного домкрата. Станок получился настолько удачным, что обгоняет по производительности заводские аналоги. А затраты – пару поллитровок за работу сварщика.
Станок получился настолько удачным, что обгоняет по производительности заводские аналоги. А затраты – пару поллитровок за работу сварщика.
На видео мастер рассказывает о размерах самодельного трубогиба для профильной трубы. Ручной трубогиб сделан своими руками из подручного материала, что найден был в сарае и получился достаточно качественно. в процессе работы труба получается ровно по дуге и ее не ведет «винтом».
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается.
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Холодная ковка
Еще одна область применения малых радиусов – изготовление фигурных украшений.
козырек из согнутых на трубогибе труб
Технология носит название «холодная ковка». Приспособления для этого вида работ можно приобрести в магазине или также изготовить самому. Широкого применения таким устройствам нет, однако если вы освоите технологию – можно украсить свой загородный дом оригинальными элементами из банального квадратного профиля.
Воспользовавшись советами из настоящей статьи – вы расширите свой мастеровой диапазон и сэкономите денежные средства.
Примеры из жизни на тему: как я сделал трубогиб собственными руками
About sposport
View all posts by sposport
Как сделать трубогиб для профильной трубы своими руками
Содержание статьи
Профильные трубы имеют широкие применение, являются незаменимыми в строительстве, а поэтому необходимы для самых различных целей: сооружение заборов, детских площадок, различного рода опор. К примеру, если Вы решите сделать теплицу своими руками на приусадебном участке, профиль придется гнуть.
Собственноручный трубогиб
Сделать необходимый радиус загиба можно лишь с использованием специального приспособления – трубогиба, который внешне напоминает станок. В продаже представлен широкий ассортимент профилегибов как отечественного, так и зарубежного производства. Однако есть еще один вариант – самодельный трубогиб для профильной трубы. Сделать станок своими руками целесообразно в том случае, если необходимо выполнение загиба всего нескольких изделий и нет желания покупать дорогостоящий инструмент.
Виды и применение профилегибов
Гибка профильных изделий является одной из самых сложных операций, ведь без использования специальных приспособлений придание профилю необходимой формы становится практически невозможным. На выбор потребителя производители предлагают следующие виды профилегибов:
- Ручной ПГ-1;
- Ручной ПГ-2;
- Ручной ПГ-4.
Использование любого из промышленных трубогибов упрощает процесс гибки, позволяет сэкономить время и усилия.
Ручной ПГ-1
Однако с целью экономии средств можно сделать ручной профилегиб своими руками. Его изготовление не требует больших финансовых затрат, основную часть материалов можно приобрести в точках приема черного металла по минимальной стоимости. При этом подобный станок не будет уступать заводскому по своей эффективности, только внешне выглядит не так красиво.
Вернуться к содержанию ↑Материалы для изготовления профилегиба
Изготовление трубогиба для профиля своими руками потребует предварительной подготовки материалов. Перечень достаточно большой, однако стоимость каждой отдельной позиции является незначительной:
- Уголок, с помощью которого изготавливается станина.
- Трубы или профили, на которых станок будет стоять.
- Валы для сгибания. Их может сделать токарь.
- Цепной механизм.
- Натяжитель.
- Направляющая вала.
- Движущий элемент.
- Ручку, которую можно сделать из любого имеющегося в хозяйстве металла.
- Крепление из швеллера.
- Болты.
Помимо подготовки материалов следует заранее выбрать желаемый чертеж профилегиба.
Вернуться к содержанию ↑Чертежи для изготовления устройства
Чертежи для изготовления профилегиба бывают различные. Ими делятся с огромным удовольствием мастера и можно выбрать абсолютно любой. Единственное, на что следуют обратить особое внимание – схема должна включать точные замеры каждого элемента, иначе станок может попросту не получиться. Для изготовления трубогиба своими руками можно выбрать чертеж из следующих вариантов:
Чертеж для изготовления трубогиба
Чертеж для изготовления трубогиба своими руками
После того, как чертеж подобран и детально изучен, можно переходить к самому ответственному этапу – собственно изготовление.
Вернуться к содержанию ↑Процесс изготовления трубогиба
Поскольку гнуть профильные трубы достаточно тяжело, понадобится лебедка или гидравлический механизм. Также для изготовления своими руками необходима сварка, с помощью которой отдельные металлические элементы соединяются между собой.
Сам процесс изготовления станка можно поделить на несколько этапов:
- Необходимо сделать валы. Поскольку своими руками такую задачу осуществить невозможно, рекомендуется прибегнуть к помощи токаря.
- На валы закрепляют шестерни и подшипники. Шестерни фиксируются через шпонку, а подшипники лучше приобретать сразу с опорами.
- С помощью сварочного аппарата изготавливается станок, точнее его конструкция-опора.
- К металлической опоре прикручивается прижимной вал.
- Затем привариваются гайки для пружин.
- Сверху конструкции приваривается площадка для закрепления пружин.
- Прикручиваются нижние опорные валы.
- Изготавливается натяжитель цепи.
- В последнюю очередь приделывается ручка для вращения вала. Очень удобно, если она будет с вращающейся трубкой, это значительно упростит процесс работы с ней и убережет ваши руки от мозолей.
- Для придания более эстетичного внешнего вида, металлический станок можно покрасить.
Валы
Шестеренки с подшипниками
Шестерни и цепь для сооружения станка можно взять от любого автомобиля, как отечественного, так и зарубежного. Вполне закономерно, что иностранные шестерни будут более высокого качества.
Опора для станка
Прижимной вал
Площадка
Установка валов
Натяжитель цепи
Ручка для вращения вала
Покраска станка
Когда работа завершена, можно приступать к испытанию устройства. Достаточно взять любой профиль и положить его на станок. Затем с помощью вращения ручки придать ход валам и тем самым выполнить изгиб трубы. Легко и быстро профиль приобретает необходимый радиус изгиба. Подобный станок станет незаменимым приспособлением в любом частном доме или на даче. Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Вернуться к содержанию ↑Трубогиб своими руками
| Автор | Поделитесь | Оцените | Виктор Самолин |
|---|
Трубогиб для профильной трубы своими руками – схема, чертежи, видео
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.
Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.
Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.
Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
Трубогиб для профильных труб в готовом и покрашенном виде
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.
Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодным;
- горячим.
Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.
В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.
Оценка статьи:
Загрузка…Поделиться с друзьями:
ручной, изготовление, схема, чертежи, видео-инструкция, фото и цена
Работа по дому или на загородном участке иногда требует согнуть металлическую ленту, круглую или профильную трубу по определенному радиусу. Если это случается достаточно редко, нет смысла приобретать фабричное оборудование. В данной статье мы расскажем о способах, которые помогут смастерить трубогиб своими руками в условиях дачи или дома.
На фото – вариант трубогибочного приспособления
Немного теории
Наиболее востребованными изделиями из металла сегодня являются профильные трубы, которые можно использовать для создания:
- ограждений;
- садовой мебели;
- сеток;
- временных укрытий для машин;
- теплиц;
- прокладке водоподводящих сетей;
- гаражей.
Перед вами чертежи трубогиба для круглой трубы своими руками
Основа технологии таких конструкций – возможность правильного сгибания труб под необходимым углом. На предприятиях для этого существует специальное оборудование, позволяющее выполнять изгибы изделий под углами 0˚-180˚.
В данном случае работа совершается благодаря использованию электричества или гидравлики. Это позволяет без труда изгибать трубы из разных материалов диаметром до 50 мм.
Конструктивные особенности инструмента
Он состоит из:
- рамы – открытой или закрытой;
- гидроцилиндра – он играет роль силового механизма;
- нижней и верхней планки;
- двух трубных упоров.
Чертежи трубогиба своими руками для круглых заготовок
Рассмотрим подробнее:
- Ручной вариант должен иметь нагнетательное устройство, установленное на задней части корпуса оборудования, там же установлена рукоятка и перепускной клапан.
- Масло заливается через верхнюю часть гидроцилиндра, где расположена соответствующая пробка.
Электрический вариант приспособления для горизонтального изгиба
- Нижнюю планку установки наворачивают на резьбовую часть на передней части станины, затем она прижимается фиксирующей гайкой.
- Верхняя крепится с помощью двух винтов и замка.
- Во время работы выдвигается шток, способный возвращаться назад благодаря действию пружины, размещенной в гидроцилиндре.
- Обе планки устройства изготавливаются в виде сварной конструкции.
- На поперечных пластинах сделаны отверстия, служащие для установки упоров.
- Внизу есть резьбовые отверстия для установочных болтов, регулирующиеся по высоте.
Ручное гидравлическое приспособление промышленного исполнения
- Упором станка является элемент в виде цапфы, он устанавливается в отверстия на планках. В середине изготовлен «ручей» служащий упором изгибаемой трубы.
- Сегменты, обеспечивающие сгибание, изготавливают из стального точного литья.
- Привод для ручного оборудования – механический и гидравлический, электроинструмента – электрический.
Принципиальная схема трубогиба для профильной трубы своими руками
У профильных труб, благодаря их конструкции, стенка тонкая, что дает возможность экономить металл. Сечение у нее может быть прямоугольным, в виде квадрата или овала, поэтому, если вы делаете чертежи трубогиба для профильной трубы своими руками, должны помнить, что они несколько отличаются от стандартных.
В данном случае ролики следует подбирать, исходя из профиля предполагаемой трубы, которую необходимо согнуть, чтобы не деформировать ее сечение.
Вариант самостоятельно изготовленного приспособления из дерева и металлических роликов
Делаем трубогиб самостоятельно
Из дерева
Такой трубогиб для круглой трубы своими руками является одним из самых простых, так как вам не понадобится для него никаких особых деталей, к примеру, гидравлического цилиндра. Нужно будет изготовить из дерева половину окружности, радиус которой соответствует вашему шаблону.
Приспособление для изгиба стальной и алюминиевой заготовки из сбитых досок
| Изготовление приспособления |
|
| Процесс работы | Для работы с приспособлением, способным согнуть металл, нужно следующее:
|
Зависимость радиуса труб из стали от толщины их стенки
Совет: проследите, чтобы труба спокойно помещалась между упором и шаблоном.
Данный вариант хорошо себя показал в работе с трубами из алюминия и стали. Изготовить шаблон не составит труда, да и финансовых затрат на него практически не будет.
Совет: для разных диаметров труб сделайте разное приспособление.
Из металлических крючков
Ниже предлагается еще один вариант, позволяющий без особого труда и финансовых затрат изготовить самодельную трубогибную конструкцию:
- Подготовьте высокопрочные металлические крючки.
- Установите их на прочном основании на расстоянии до 50 мм друг от друга, но, это напрямую зависит от диаметра изделия, которое требуется согнуть.
- У вас должен получиться полукруг.
- На одном его конце сделайте удобный для руки упор.
Универсальный способ для сгибания труб под нужным радиусом
Способ можно считать универсальным, так как он дает возможность работать с различными диаметрами, да и цена приспособления низкая. Для этого достаточно сократить или увеличить расстояние между крючками, чтобы можно было работать с трубами разной толщины.
Из роликов и цилиндра
Теперь рассмотрим более сложную конструкцию – изготовление трубогиба для профильной трубы своими руками из роликов и цилиндра, который способен согнуть заготовку на любой угол, даже на 360˚. Фактически вы сделаете ручной трубогиб для профильной трубы своими руками аналогичный гидравлическому оборудованию.
Процесс происходит благодаря вращающемуся цилиндру и роликам для фиксации заготовки.
Схема конструкции в разрезе
Первый дает возможность изменять угол трубы до выбранного вами, поэтому ему нужно дать возможность свободно двигаться. Ниже предлагается инструкция по изготовлению конструкции.
Вам понадобиться:
- 2 штуки стальных пластины длиной до 300 мм и толщиной 5-10 мм.
- 4 штуки стальных уголка с полками 50х50 мм.
- Подготовьте деревянный шаблон из досок толщиной до 30 мм.
- Возьмите стальную пластину и закрепите ее на его нижней стороне.
- Закрепите на основании конструкции для прочности уголки длиной до 300 мм.
- Приварите на верхнюю часть вторую стальную пластину.
- Сделайте в ней отверстие – дрелью или сваркой, диаметром больше диаметра винта, который будет в него устанавливаться. Функция болта – служить опорой для материала, который нужно будет согнуть.
Прокатный станок в готовом виде
- Прикрепите к верхней пластине уголки и направляющие ролики, сориентировав их вовнутрь конструкции.
Изготовленный вами трубогиб профильной трубы своими руками даст возможность изменять угол любого профильного изделия.
Вывод
Из данной статьи вы узнали, как сделать трубогиб своими руками для стандартной трубы и профильной. Было рассказано о трех вариантах конструкций, которые можно изготовить самостоятельно за небольшие деньги. Выбор каждого из них зависит, прежде всего, от диаметра заготовки и ее количества, кроме того, не последнюю роль играет в этом и доступность исходных материалов.
Видео в этой статье поможет найти вам дополнительную информацию по этой тематике.
Трубогибы и трубогибы | Качественное трубогибочное оборудование
Ротационные волочильные машины для труб и трубогибов Ercolina идеально подходят для большинства операций по гибке.
Ротационная гибка с вытяжкой на сегодняшний день является основным методом высококачественной гибки труб. Изгибы образуются путем протягивания материала вокруг вращающегося формирователя центра изгиба. В частности, касательная вперед трубы или трубки удерживается в захватной руке Ercolina гибочной матрицы, когда труба протягивается вокруг и в канавку гибочной матрицы.Матрица для встречного изгиба или пресс-форма прилагает к трубе противодействующее усилие, обеспечивая высокое качество изгиба. Площадь контакта между вращающимся штампом для гибки и штампом для встречного гиба называется линией касания. Что отличает ротационную гибку с вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить изгибы труб высочайшего качества.
Подробнее о ротационных вытяжных машинах Ercolina
Ротационные волочильные станкиявляются наиболее популярными машинами для гибки труб, труб и твердых тел для таких применений, как: поручни, отводы поручней и возврат стен, поручни для инвалидов, мебель и рамы для знаков, специальные детали автомобилей, такие как каркасы, щетки нерф-бары, легкие стойки, подножки и многое другое.Ротационные волочильные станки Ercolina создают эстетически приятные изгибы, если для этого подобрана правильная оснастка. Кроме того, во многих случаях стандартная готовая оснастка Ercolina предлагается с различными радиусами изгиба по осевой линии, чтобы быстро приспособиться к вашим условиям гибки. Стандартный инструмент для гибки часто может быть немного изменен при необходимости для соответствия конкретным требованиям к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями применения гибки.
Клиенты часто спрашивают, можно ли использовать станки и инструменты Ercolina для гибки алюминиевых и нержавеющих труб. Ответ: «Да». и с отличными результатами. Гибочные штампы Ercolina могут быть модифицированы для соответствия наиболее часто используемым материалам из стали, алюминия и нержавеющей стали.
Трубогибы Ercolina надежны
Нашим клиентам требуются надежные гибочные станки, которые могут производить гибки высокого качества, потому что нет ничего важнее, чем гибка с точностью и эффективностью.Машины Ercolina используются нашими клиентами во многих отраслях промышленности и настоятельно рекомендуются для гибки с вращательной вытяжкой. С нашими моделями поворотно-вытяжных машин Super и Top Bender у вас есть возможность точно контролировать процесс гибки трубы от начала до конца. Ercolina предлагает модели станков для всех уровней производительности гибки в цехе от прототипа до производства с ЧПУ или ЧПУ.
Быстрая и повторяемая качественная гибка
Конструкция ротационной вытяжной машины для гибки труб Ercolina привнесла новшества и изменила рынок, предлагая быструю и стабильную качественную гибку по разумной цене.Наша компактная и мощная конструкция обеспечивает большую гибкость и требует ограниченного пространства в цехе. Машины Ercolina производятся с использованием передовых компонентов и доказали свою надежность, предлагая клиентам душевное спокойствие на протяжении многих лет производства гибки. Для клиентов Ercolina это означает высококачественный продукт, обеспечивающий невероятные результаты. Машины Ercolina превосходят так называемые конкурирующие гибочные машины, в которых используется устаревшая гидравлика и концевые выключатели для контроля углов изгиба. Никаких медленных движений с храповым механизмом, до середины гибки не требуется трудоемкая настройка инструмента.Все гибочные машины Ercolina программируются на угол изгиба с компенсацией упругого возврата и полные изгибы на 180 градусов за один быстрый цикл.
Почему сейчас хорошее время для модернизации цехового трубогибочного оборудования?
Сегодняшнему заказчику-изготовителю требуются рентабельные решения, позволяющие конкурировать на существующих рынках, расширяя и улучшая свои текущие возможности. Производители, предлагающие услуги по гибке труб и труб, часто увеличивают свою долю на рынке и увеличивают важность для своих текущих клиентов.С помощью трубогибов и трубогибов Ercolina вы можете быстро производить гибочные работы в своем цехе и контролировать время и трудозатраты.
Цены на продукцию и гибочный станокErcolina вполне укладываются в бюджетный диапазон большинства клиентов. Хотя финансирование оборудования может быть сложной задачей, клиенты, имеющие право на получение кредита, находят более конкурентоспособные арендные ставки и общую более низкую стоимость аренды. Для максимальной финансовой гибкости CML USA, Inc. и Ercolina предлагают несколько вариантов аренды с разными сроками, чтобы удовлетворить ваши требования.Посетите нашу страницу вариантов аренды, чтобы получить дополнительную информацию о доступных вариантах аренды и получить оценку стоимости.
Остались вопросы?
Если вам требуется помощь в определении того, какие трубогибы Ercolina подходят для вашего цеха, наши сотрудники хорошо обучены, чтобы помочь вам с вашими приложениями для гибки труб и труб. Звоните (563) 391-7700 или свяжитесь с нами.
Трубогибы | Carell Corporation
ТРУБОГИБЫ
Щелкните изображение или прокрутите вниз для описания,
стандартное оборудование, опции и технические характеристики
Трубы и гибка труб, такие как «гибка под прессом» или «гибка с вращательной вытяжкой», используются для придания заготовке формы штампа.Прямой трубный материал может быть сформирован с использованием гибочного станка для создания множества одиночных или множественных изгибов и придания детали желаемой формы.
СЕРИЯ ETM
Серия ETM оснащена самыми современными технологиями, предназначенными для гибки с трубами и профилями оправки или без них, а также способностью гибки как в правом, так и в левом направлении. Диапазон диаметров составляет от 1/2 дюйма до 3 дюймов и позволяет изгибать более 180 ° с высочайшим качеством отделки при минимальном радиусе изгиба в 3 раза больше диаметра трубы.
Благодаря нашему новому «цифровому сенсорному экрану для программирования гибки» эти машины чрезвычайно просты в использовании: они позволяют выбирать до 99 программ для каждой из них с 5-ступенчатой последовательностью операций гибки с автоматической регулировкой упругого возврата материала. Более того, он также может сохранять и сохранять каждый проект как повторяемую программу.
ETM60HD
ETM76HD
ETM80HD
ETM90HD
ROTESSION
National Districk Care Ротационные гибочные машины!Pedrick Tool & Machine Co.Основанная в 1875 году в Филадельфии, штат Пенсильвания, мы разработали нашу линейку ротационных гибочных машин для судостроения, нефтехимии, промышленности и технического обслуживания по всему миру, используя самые современные материалы и компоненты в машиностроении для гибки толстостенных труб, труб и конструкционных профилей. Линия включает 12 моделей для любого бюджета и приложений.
Отводы, произведенные с радиусом изгиба 3D, соответствуют спецификациям Американского института нефти (API) в отношении овальности (сплющивания) и утонения стенки.
КОНЦЕПЦИЯ: Принцип ротационной компрессионной гибки использует неподвижную формовочную матрицу и мощный рычаг стеклоочистителя, который вращается вокруг матрицы, который тянет заготовку вокруг матрицы для создания изгиба. Рычаг стеклоочистителя фиксируется во вращающейся верхней пластине. Различные структурные, профилированные и экструдированные секции также могут быть сформированы с использованием процесса ротационного сжатия, экономя время и деньги!
СТАНДАРТНОЕ ОБОРУДОВАНИЕ: Эти машины Pedrick имеют рабочую поверхность и вращающуюся верхнюю пластину из толстой нормализованной стальной пластины, установленную на прочной литой или легированной стальной раме.Гибочный рычаг приводится в действие электрическим самоторможением, бесщеточным двигателем-редуктором SEW-Eurodrive с прямым углом, установленным под столом. Цикл изгиба контролируется реверсивными контакторами, модулями защиты двигателя от перегрузки и управляющим трансформатором, которые соответствуют спецификациям NEC, JIC и UL. Распределительное устройство заключено в шкаф в стиле NEMA, укомплектованный внешним разъединителем с предохранителем Lock-Out / Tag-0ut. Регулируемые концевые выключатели и ручные органы управления входят в стандартную комплектацию.
Характеристики: (щелкните, чтобы открыть pdf)
• С механическим приводом.(Без гидравлики или
пневматика используется для гибки трубы или трубы)
• Чугунный или стальной корпус для тяжелых условий эксплуатации
• Конический редуктор с цилиндрической зубчатой передачей
с двигателем и тормозом TEFC
• Валы из термообработанного сплава
• Сферические роликоподшипники
• Блок управления NEMA 12 соответствует спецификациям NEC JIC
• Концевой выключатель для выбора угла и
Автоматический реверс
Преимущества:
• Быстрая смена инструмента
• Регулируемые концевые выключатели
• Требует минимального обслуживания
• Доступно 12 моделей и переносных устройств!
Опции:
• Инструменты не являются обязательными и указаны в соответствии с
на производственные нужды
• Цифровое управление не является обязательным для замены
концевые выключатели с ручной регулировкой
• Напряжение машины может быть установлено для любого
страна или электросеть.
Машины отправляются напрямую с нашего завода к вам после всесторонних испытаний
нашими механиками, прошедшими обучение на заводе
ТРУБОГИБЫ СЕРИИ UNI
Модели без оправки: UNI-42 UNI-60 UNI-63 UNI-70 / C UNI-76 UNI-89
созданы для долговечности, изготовлены из стали, но при этом имеют экономичную цену, имеют компактную площадь основания, систему быстрой смены инструментов и программируются цифровым способом для обеспечения прецизионной повторяемости.
ИЗГИБ УНИ-42 3/4 «
Ротационный трубогиб без оправки
Сохранение в цифровом виде 9 программ, до 9 изгибов в каждой
Односкоростной гибочный станок
Роторный привод с электрическим приводом, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры для плоскости изгиба
Изгиб UNI-60 1-1 / 2 «
Ротационный трубогибочный станок без оправки
Сохранение в цифровом виде 9 программ, до 9 изгибов в каждой
Односкоростной гибочный станок
Роторный привод с электрическим приводом, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскости изгиба, комплект оправки для изгиба оправки небольшого объема, аксессуары для малого радиуса
UNI-60 Combi-Cal 1-1 / 2 «
Ротационная гибочная машина без оправки
Сохранение в цифровом виде 9 программ, до 9 изгибов в каждой
Односкоростной гибочный станок
Роторный привод с электрическим приводом, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры для плоскости изгиба
ИЗГИБ UNI-63 1-1 / 2 «
Ротационный трубогибочный станок без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Электрический вращающийся привод, 220/460 В, 3 фазы
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскости изгиба, комплект оправки для изгиба оправки небольшого объема, аксессуары с малым радиусом
UNI-70 / C BENDER 2 «
Ротационный трубогибочный станок без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Поворотный привод с электрическим приводом
Поставляемые оправки 2 размеров
ИЗГИБ UNI-76 2-1 / 2 «
Ротационный трубогиб без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Поворотный привод с электрическим приводом
Поставляемые приводные оправки 3 размеров
ОПЦИИ
Инструменты и комплекты для труб и труб
Принадлежности с малым радиусом
ИЗГИБ UNI-89 3 «
Ротационный трубогиб без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Поворотный привод с электрическим приводом
Поставляемые приводные оправки 3 размеров
ОПЦИИ
Инструменты и комплекты для труб и труб
Принадлежности с малым радиусом
РОТАЦИОННЫЕ ТРУБЫ / ТРУБОГИБЫ UNI MANDREL
Модели оправок: UNI-70 / HC UNI-80 UNI-90
созданы для долговечности, изготовлены из стали, но при этом имеют экономичную цену, имеют компактную площадь основания, систему быстрой смены инструментов и программируются цифровым способом для обеспечения прецизионной повторяемости.
ИЗГИБ UNI-70HC 1-1 / 2 «
Ротационный трубогиб с оправкой
Сохранение в цифровом виде 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Программируемое гидравлическое извлечение оправки
ОПЦИИ
Инструмент и принадлежности для гибки оправки
Длина станины оправки
от 5 ’, 8’, 11 ’, 15’ и 18 ’
UNI-80 BENDER 2″
Ротационный трубогиб с оправкой
Сохранение в цифровом виде 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Программируемое гидравлическое извлечение оправки
Двухскоростная гибка, поворотный привод с электрическим приводом
ОПЦИИ
Инструмент и принадлежности для гибки на оправке
Длина станины оправки
от 5 ’, 8’, 11 ’, 15’ и 18 ’
ИЗГИБ UNI-90 2-1 / 2 дюйма
Ротационный трубогиб с оправкой
Сохранение в цифровом виде 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Программируемое гидравлическое извлечение оправки
Двухскоростная гибка, поворотный привод с электрическим приводом
ОПЦИИ
Инструмент и принадлежности для гибки на оправке
Длина станины оправки
5, 8, 11, 15 и 18
Основы гибки труб — серия изготовления
Что нужно знатьПрежде чем приступить к гибке труб, необходимо знать и понимать множество важных моментов.Функции гибочного станка, инструментов и даже самих матриц имеют ключевые моменты, которые вы должны знать, прежде чем приступить к гибке.
Труба и трубаЛюди часто путают два материала. Трубка основана на ее реальных размерах. Измерение внешнего диаметра трубы — это размер трубы, а также фактическое измерение толщины стенки.
Труба измеряется по номинальному внутреннему диаметру. Каждая толщина стенки обозначается как «график» для ее идентификации.Стена Schedule 80 размером 1,5 дюйма имеет фактический внутренний диаметр 1,5 дюйма. Меньшие размеры графика будут иметь больший внешний диаметр.
Труба НЕ используется для изготовления каркаса безопасности или шасси.
Трубы, используемые в автомобильной индустрии, чаще всего можно увидеть на турбокомплексах. Большинство турбо-коллекторов построено с использованием 1,5-дюймового Sch. 40 нержавеющая или черная труба. Предварительно изготовленные трубные колена (известные как «сварной шов») позволяют создавать превосходные изгибы с малым радиусом для конструкции коллектора.Вы также можете увидеть ссылку на «паровой коллектор», когда будете искать.
Трубогиб против трубогибаХотя вы можете обнаружить, что производители трубогибов предлагают матрицы большего размера, эти две машины на самом деле отличаются по своей стандартной конструкции.
Трубогибы обычно протягивают трубу вокруг штампа. Профиль штампа спроектирован и вырезан для обеспечения максимальной прочности стены, а также предотвращения обрушения внешней стены и предотвращения перегиба внутренней части изгиба.Матрицы размера трубы предназначены для гибки трубы Труба не помещается в матрицу для трубы.
Размер штампа зависит от внешнего диаметра трубы. Типичная конструкция трубогиба будет иметь гидроцилиндр, расположенный в середине рамы, которая удерживает ролики. Матрица (иногда называемая «башмаком») опирается на цилиндр. Когда труба помещается на матрицу, гидроцилиндр проталкивает трубу между роликами, заставляя ее изгибаться.
Профили трубы не поддерживают внутреннюю или внешнюю часть трубы.Если вы поместите трубку аналогичного размера в трубогиб, внутренняя часть изогнется, внешняя сторона уплощается внутрь, а стенки расширяются.
Некоторые люди пошли на все, пытаясь изгибать трубы с помощью трубогиба. Некоторые методы включают заполнение трубы песком, в то время как другие методы требуют приобретения дополнительных деталей. В конце концов, сумма денег, потраченных между потраченными впустую материалами и дополнительными компонентами, часто превышает стоимость приличного трубогиба. Результат также не так безопасен, как правильно согнутая трубка в трубогибе.
НИКОГДА не ставьте под угрозу свою безопасность ради экономии пары долларов. Правильный инструмент для гибки труб — трубогиб.
Радиус центральной линии (CLR)Люди часто путаются в CLR матрицы. Чтобы упростить его, CLR — это расстояние между центром или трубкой и центром штампа, где он поворачивается. Другими словами, половина круга — это Радиус. Расстояние между центром круга (штампа) и центром трубы в любой точке изгиба — это радиус центральной линии.
Чем больше CLR, тем более плавным и плавным будет ваш изгиб.
Чем меньше CLR, тем круче будет ваш изгиб.
Какой кристалл CLR выбрать?Это очень распространенный вопрос, но ответ решать вам. Иногда вам нужен очень плавный изгиб, чтобы он соответствовал определенному профилю в пространстве, с которым вы должны работать. Иногда у вас очень ограниченное пространство для работы, и вам нужна очень жесткая среда CLR.
В любом случае рассчитывается потребность и приобретается соответствующий кубик. Однако вы, вероятно, не захотите покупать новую матрицу каждый раз, когда хотите что-то согнуть. Ну так что ты делаешь?
Следуйте практическому правилу
Диаметр X 3 = минимально допустимый CLR
Возьмите диаметр трубы, которую вы собираетесь сгибать, и умножьте его на 3. Результатом будет минимальный размер CLR, который вы должны приобрести. гнуть что угодно. Это будет кристалл «универсального» размера.
ЧТО НОВОГО: КОМПЛЕКСНЫЙ ИЗГИБ ТРУБ И ТРУБ
Главная / ЧТО НОВОГО: КОМПЛЕКСНЫЙ ИЗГИБ ТРУБ И ТРУБНа этой выставке нового оборудования для гибки труб и труб представлены новейшие разработки от Knuth и CML USA Ercolina , которые могут повысить конкурентоспособность вашей деятельности.
РОТАЦИОННЫЙ ТЯГОВОЙ ТРУБЫ И ТРУБОГИБ
ДЛЯ ТРУБЫ 5 ДЮЙМОВ
Верхогиб TB130 от CML USA Ercolina (Давенпорт, Айова) специально разработан для производства гибов труб большого диаметра, труб, квадратов, прямоугольников и твердых тел постоянного качества и другие профили.Легкий доступ к автоматическим и ручным режимам работы, программированию, диагностике системы и многоязычным возможностям, предлагаемым с управлением с помощью сенсорного экрана ПЛК.
Неограниченное хранилище программ доступно с USB? до 12 поворотов на программу. Цифровая индикация оси матрицы и угла гибки. TB130 изгибает под любым углом до 180 градусов с независимой компенсацией возврата пружины для каждого изгиба и изгибает до радиуса центральной линии, равного 2D. Разработанный сверхпрочный стальной корпус редуктора допускает изгиб профилей с CLR до 27½ дюймов.Запатентованные поворотные тиски для разгибания и система быстрой смены инструмента с несколькими радиусами. Автоматическое определение нагрузки повышает производительность гибки при одновременной защите компонентов машины. Отсутствие гидравлических компонентов снижает стоимость и повышает точность гибки.
Ercolina также имеет недавно выпущенный полноцветный каталог на 48 страниц, в котором отражен 40-летний опыт работы с гибочным и металлообрабатывающим оборудованием. Представленные новые модели включают станок TM76 с верхним дорном и станок для гибки профилей с двойным прижимом и углом наклона CE70h4DP, которые идеально подходят для предварительной гибки.Посетите веб-сайт компании и узнайте, почему Ercolina® продолжает лидировать в отрасли по производству инновационных роторно-волочильных станков с оправкой и без оправки, а также угловых валков, способных изгибать самые разные материалы и профили.
www.ercolina-usa.com , электронная почта Ким Стивенс, [email protected]
КОЛЬЦЕВЫЕ И ПРОФИЛЬНЫЕ ГИБКИ
Knuth Machine Tools USA (Линкольншир, Иллинойс), ведущий производитель станочного оборудования, предлагает ручные станки серии KPB и станки с ЧПУ для гибки колец и профилей для точных и эффективных результатов гибки.Эти высококачественные трехвалковые профилегибочные машины оснащены регулируемыми направляющими роликами с гидравлическим управлением для изготовления прототипов отдельных деталей или массового производства.
Обычная и гидравлическая серия KPB отличается закаленными шлифованными валами и высококачественной стальной конструкцией, позволяющей справляться с усилием, необходимым для правильного изгиба. Популярная машина KPB 61, способная работать в горизонтальном или вертикальном положении, оснащена тремя роликами с приводом от электродвигателя и цифровым дисплеем для регулируемых нижних роликов.Knuth KPB 61 оснащен предохранительной фрикционной муфтой для обеспечения безопасности машины, а также гидравлической регулировкой нижних валков и модульной системой инструментов, которая адаптируется к большинству угловых профилей и профилей стержней.
Серия Knuth KPB обеспечивает скорость гибки от 5 до 6,6 об / мин, а также диаметр ролика от 6 до 15,2 дюйма. Диапазон мощности от 1 до 20 л.с. x 5 x ½ дюйма, KPB может быть оснащен дополнительными аксессуарами, включая спирально-гибочный станок, цифровые дисплеи для гидравлического правильного ролика, графическое управление с ЧПУ или NC Teach-In Control для простоты использования европейского производства.Это руководство для станков с ЧПУ включает в себя гидравлику Bosch Rexroth и электронику Siemens / Telemecanique , а также годовую гарантию на детали и работу.
На складе для немедленной доставки из Чикаго, серия KPB стандартно поставляется с панелью управления, стандартными рулонами, рабочими инструментами и руководством оператора. Knuth Machine Tools USA, Inc. — это североамериканская штаб-квартира немецкой компании Knuth Werkzeugmaschinen GmbH, одного из ведущих мировых производителей станков
.Knuth известен во всем мире производством высококачественного оборудования по конкурентоспособным ценам. Со своего предприятия в Линкольншире он обслуживает весь рынок Северной Америки.
www.knuth-usa.com , электронная почта Лорен Шохет Вайзер, [email protected]
синхронно-гибочные станки — 210 | 220
Синхронизированные трубогибочные машиныPHI моделей 210, 220 и 233 предлагают гибку по трем осям с одной приводной осью для степени изгиба (DOB). При такой конфигурации, как показано, эти гибочные станки серии 200 обеспечивают высокоскоростное производство простых и сложных изогнутых труб с внешним диаметром до 3 дюймов и труб до 2 дюймов IPS.
Синхронизатор PHI 210 для труб и трубогибов Синхронизатор PHI 220 для труб и трубогибов PHI 233 Синхронизатор для труб и трубогибовКонфигурации варьируются от тонкой головки и профиля станины с большим зазором под станиной для сведения к минимуму помех при изгибе, откидного зажима (только модели 220 и 233), который ускоряет производство сложных деталей, отбрасывая зажим от гибочной головки перед тем, как отвести зажим и позиционирование для следующего изгиба.Это устраняет проблему того, что труба будет мешать зажиму и гибочной матрице в ее цикле отвода. Наша модульная конструкция — базовая машина с множеством опций — позволяет настраивать каждую машину в соответствии с вашими потребностями.
Удобный программируемый цифровой контроллерPHI специально разработан для гибки и имеет логическую схему для правильной последовательности гибки. Он рассчитан на 100 программ, от 1 до 10 поворотов на программу.
Опциональная каретка позволяет механически настраивать до 10 плоскостей изгиба (POB) и 10 расстояний между изгибами (DBB).При подключении к контроллеру машина будет синхронизировать и блокировать все три положения (POB, DOB и DBB), чтобы гарантировать правильное выравнивание трубы до того, как может произойти изгиб. Это обеспечивает легко воспроизводимые формы изогнутых труб и производство без отходов.
- Качество продукции: Идеальное дублирование деталей, производство без отходов, качественная оснастка, положительные упоры POB и DBB.
- Экономия трудозатрат: Единая установка для нескольких деталей изгиба.
- Надежная работа: Прочная конструкция и очень большие электродвигатели.
- Повышающие производительность функции: Прецизионный инструмент PHI для уменьшения утонения стенок и овальности. Синхронизированное позиционирование блокировки для точных деталей без брака.
| Модель 210 | Модель 220 | Модель 233 | |
|---|---|---|---|
| Вместимость: A) Трубка B) Труба | A) Внешний диаметр 2 дюйма (50 мм) x толщина стенки 0,035 дюйма (0,88 мм) x минимум CLR в 3D или 1 1/2 дюйма (37,5 мм) OD x.Толщина стенки 065 дюймов (1,63 мм) x минимум 2D CLR B) 1 дюйм (25 мм) OD x размер 40 x 3D минимум CLR | A) 2 дюйма (50 мм) OD x толщина стенки 125 дюймов (3,17 мм) x 2D, минимум CLR B) 1 1/2 дюйма (37,5 мм) OD x размер 40 x 3D минимум CLR | A) 3 дюйма (75 мм) OD x 0,188 (4,7 мм) толщина стенки x 2D минимум CLR B) 2 дюйма IPS (60 мм) OD x размер 80 x 3D минимум CLR |
| Материал: A) Трубка B) Труба | A) Предел текучести 35000 фунтов на кв. Дюйм (930 МПа), удлинение 35% B) ASTM A-587 или эквивалент Удлинение 35%B) ASTM A-587 или эквивалент | A) текучесть 35000 фунтов на кв. Дюйм (930 МПа), удлинение 35% B) ASTM A-587 или эквивалент | |
| Направление изгиба | По часовой стрелке (вращение против часовой стрелки доступно по специальному заказу) | По часовой стрелке (вращение против часовой стрелки доступно по специальному заказу) | По часовой стрелке (вращение против часовой стрелки доступно по специальному заказу) |
| Радиус центральной линии (CLR) | 8 дюймов (200 мм) стандарт, 12 дюймов (300 мм) дополнительно | 10 дюймов (254 мм) стандартный | 15 дюймов (381 мм) стандартный |
| Максимальное перемещение рычага изгиба | 195 ° | 180 ° и припуск на пружинение | 195 ° |
| Максимальная длина трубы над оправкой | 10 футов (3.0 м) в стандартной комплектации, Более длинные опционально | 10 футов (3,0 м) стандартно, Более длинные опционально | 10 футов (3,0 м) стандартно, Более длинные опционально |
| Площадь пола машины | Длина 15 футов (4,5 м) x ширина 44 дюймов (110 см) x высота 49 дюймов (122,5 см) | Длина 15 футов (4,5 м) x ширина 51 дюйм (110 см) x 49 дюймов ( 122 см) в высоту | 18 футов (5,5 м) в длину x 73 дюйма (183 см) в ширину x 52 дюйма (130 см) в высоту |
| Масса брутто | 1400 фунтов(636 кг), приблизительно | 3500 фунтов. (1588 кг), приблизительно | 6600 фунтов. (3000 кг), примерно |
| Подробнее | 210 Технические характеристики | 220 Технические характеристики | 233 Технические характеристики |
Технические характеристики синхронного гибочного станка PHI 210 Технические характеристики синхронного гибочного станка PHI 220 Технические характеристики синхронного гибочного станка PHI 233
Видео
PHI 220RH Гидравлический трубогиб
PHI 220RH Гидравлический трубогиб
PHI 210 Полуавтоматический трубогиб с гидравлическим приводом
PHI 230 Гидравлический трубогиб для синхронизаторов
Трубогиб Термины: степень изгиба (DOB), радиус, стенка, калибр, размер трубы, размер трубы, стенка, вращение, форма, круглая, эллиптическая, овальная, тяга, оправка, крутящий момент, нагрузка, емкость, ПЛК, энкодер, контроллер, HMI
Гибка труб: от CAD до производства
Потребность в прецизионных гнутых трубках
Изрядное количество промышленного оборудования потребляет значительное количество металлических труб.Некоторые из этих трубок изгибаются в определенные формы, как это часто описывается на двухмерных чертежах. 2D-чертеж содержит необходимую информацию, используемую для программирования трубогибочного станка с ЧПУ. Средства, с помощью которых эта информация, содержащаяся на чертеже, программируется в гибочном станке с ЧПУ, меняются. Производители теперь начинают экспортировать созданные в САПР твердотельные модели изогнутых труб прямо из системы САПР прямо в трубогибочные станки с ЧПУ.
Исторический обзор — что питает трубогибочный станок с ЧПУ
Большинство современных трубогибочных станков программируются с использованием LRA (a.к.а. YBC) данные. L — расстояние между изгибами, R — угол поворота плоскости между изгибами, а A — угол изгиба. Добавьте к этому радиус центральной линии (CLR), и теперь у вас будет достаточно информации, чтобы описать изогнутый профиль для большинства гибочных станков с ЧПУ.
Чаще всего данные LRA извлекаются из двухмерного чертежа, который отправляется в цех. В этом случае машинный программист вводит данные LRA в контроллер через клавиатуру и дисплей. Некоторые производители помогают упростить процесс ввода данных, позволяя программисту вводить данные через среду Windows.
Иногда данные о гибочном станке LRA не отображаются на чертеже. Другой распространенный формат, отправляемый в цех на чертеже, — это точки данных XYZ. Точки данных XYZ основаны на декартовой системе координат. Именно эти точки данных описывают различные точки вдоль профиля трубы. Однако большинство гибочных станков не запускаются непосредственно из точек данных XYZ.
Обычный способ преобразования XYZ в данные гибки
Система преобразования данных гибочного станка XYZ в LRA часто встречается в большинстве современных контроллеров ЧПУ.Бесплатные конвертеры данных XYZ в LRA также можно найти в Интернете. Процесс часто требует, чтобы программист вводил точки данных XYZ в среду Windows через человеческий интерфейс.
После ввода точек данных XYZ, включая CLR, программное обеспечение гибочного станка может преобразовать данные XYZ в данные гибочного станка LRA. Сам процесс преобразования требует небольшой математической обработки векторов. Однако все это происходит в фоновом режиме, и в течение одной-двух миллисекунд таблица данных гибочного устройства LRA обновляется преобразованными данными.
Еще один способ переноса данных LRA в гибочный станок — использование КИМ. Этот подход требует измерения трубы после того, как она была сформирована. Скорректированные данные изгиба затем отправляются обратно в гибочную машину для дальнейшей обработки. Тем не менее, где-то до измерения трубы на КИМ исходная запрограммированная информация должна была быть введена в контроллер гибочных станков через какой-то человеческий интерфейс.
Данные военных и LRA Bender
Не во всех чертежах трубы для описания трубы используются данные LRA или XYZ.Военные используют данные изгиба трубы, которые описывают, как изготавливать трубу на трубогибочной машине ручного типа. Чтобы управлять трубогибом с ЧПУ с данными Boeing, программист может ввести данные, предоставленные Boeing, в интерфейс Windows, см. Ниже.
Этот интерфейс, присутствующий в некоторых высокопроизводительных контроллерах ЧПУ, используется для генерации данных LRA, которые управляют трубогибочным станком с ЧПУ.
Однако, как и во всех предыдущих методах ввода данных, описанных выше, программист должен вручную ввести данные Boeing в контроллер гибочного станка.Это требует времени и чревато человеческой ошибкой.
Передовое программирование для 21 века
Из вышесказанного ясно, что, по крайней мере, установленный процесс получения данных гибочного станка в контроллер гибочного станка в первый раз предполагает, что программист вводит ряд значений. В этом больше нет необходимости.
Средняя система САПР сегодня (Pro / E, Solid Works, Solid Edge, Inventor и т. Д.) Может выводить стандартный файл STEP. Файл STEP, относящийся к изогнутой трубе, — это файл, который описывает многочисленные свойства, которые может использовать контроллер машины для гибки труб.Например, из файла STEP можно извлечь следующие свойства:
- Тип материала
- Состояние материала
- Информация о сварном шве
- Диаметр трубы и толщина стенки
- Радиус осевой линии
- Геометрические данные
- Каталожный номер
- Допуски
Безусловно, самым большим преимуществом импорта файла STEP в трубогиб с ЧПУ является отсутствие ошибок при вводе данных.Ошибок нет, так как импортированный файл STEP содержит необходимую информацию о сгибаемой трубе.
Из файла STEP контроллер гибочного станка с ЧПУ может извлечь тип материала, толщину стенки, внешний диаметр, радиус центральной линии и данные гибочного станка LRA. С помощью этой информации информация о пружинении может быть определена еще до того, как деталь будет изогнута. Этот процесс чтения в файле STEP может сэкономить время не только в среде прототипа, но и в цехе мелкосерийного производства.
Иногда программирование станка в первый раз может занять намного больше времени, чем, скажем, запуск 20 деталей. Вопрос в том, насколько сложно запрограммировать эту деталь. Контроллер ЧПУ, который может читать файл STEP, сгенерированный САПР, не различает при преобразовании детали с двумя сгибами из детали с 20 сгибами; это занимает самое большее несколько миллисекунд.
Для чтения в файле STEP обычно используется формат файла filename.stp. В раскрывающемся меню Windows File выберите формат файла STEP, выберите имя файла STEP, и все.
Недостатки
Самым большим недостатком использования конвертера файлов STEP является стоимость, связанная с отслеживанием версии файла STEP, отправляемого на гибочный станок с ЧПУ. Этот процесс требует дополнительных усилий по управлению базой данных между проектированием и производством.
Заключение
Как ни крути, трубка будет гнуться. Использование конвертера файлов STEP для устранения ошибок ввода данных может иметь большое значение для сокращения времени цикла снятия изогнутой трубы со станка.Для детали с двумя изгибами преобразование файла STEP может оказаться излишним. Однако с увеличением количества изгибов увеличивается время, необходимое для ввода необходимых данных из 2D-чертежа.
Другой способ взглянуть на это: сколько времени вы стояли там, пытаясь определить правильное вращение плоскости между изгибами? Это возможность считывать данные прямо из системы CAD прямо в трубогиб. Все сводится к тому, где вы хотите проводить время; вводя данные LRA о нашем работающем производстве.
Об авторе
Джордж Винтон, P.E. проектирует и производит оборудование для производства труб с ЧПУ для Winton Machine в Сувани, Джорджия. С ним можно связаться по адресу [email protected] или 888.321.1499 .
О машинах, которые мы производим
Все наши машины для изготовления полужестких коаксиальных кабелей и трубок в Winton проектируются, производятся и тестируются на собственном предприятии. У нас есть большая линейка стандартных продуктов, а также способность разработать лучшее решение для нужд наших клиентов.Наши опытные сотрудники по продажам заботятся о том, чтобы наши клиенты могли оправдать свои капиталовложения в оборудование, предлагая именно то, что им нужно для производства деталей. Свяжитесь с нами сегодня, чтобы обсудить ваш проект.
Стандартный трубогибочный станок 36-48 «
CRC-Evans ® — крупнейший в отрасли производитель оборудования для строительства трубопроводов. Наши сварочные аппараты, оборудование для гибки труб, оборудование для подготовки концов, зажимы, Подбивочное / дробильное оборудование, системы взвешивания и оборудование баржи-укладчика были использованы для завершения более 60 000 миль трубопроводов в более чем 100 странах.
CRC-Evans производит самую полную на сегодняшний день линейку оборудования для строительства наземных и морских трубопроводов. Все оборудование производится в соответствии с Системой управления качеством, сертифицированной по международно признанному стандарту ISO 9001: 2008 и собственной Политике качества CRC-Evans.
Для труб диаметром от 36 дюймов (965 мм) до 48 дюймов (1219 мм) CRC-Evans предлагает современные гибочные машины:
- Гидравлические органы управления позволяют одному оператору полностью управлять всеми операциями машины с удобной платформы.
- Лебедка с гидравлическим приводом перемещает трубу через машину. Труба легко перемещается на фигурных роликах.
- Откалиброванный индикаторный стержень позволяет оператору выполнять изгибы равномерно.
