
Индукционный нагрев, основные принципы и технологии.
1 августа 2013
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.Описание метода.
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Преимущества.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
— применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания — заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается — это может привести к «разносу» генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания.
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности — схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот — напряжение стремится к нулю, а ток максимален.
Статья взята с сайта http://dic.academic.ru/ и переработана в более понятный для читателя текст, компанией ООО «Проминдуктор».
prominductor.ru
Простой, но мощный индукционный нагреватель


Привет, в данной самоделке я покажу процесс создания мощного, но простого индукционного нагревателя. Этот «индукционник» способен за считанные секунды разогревать стальное лезвие «до красна». С помощью него, можно «калить» предметы (инструменты, гвозди, саморезы), а так же расплавлять различные материалы (олово, алюминий и тд).

Вот схема которую нужно собрать
Перед началом чтения статья, я рекомендую посмотреть процесс сборки и испытаний:
[media=https://www.youtube.com/watch?v=cEaiQcxifcM]
Нам потребуется:
— 2 транзистора марки IRF3205
— 2 стабилитрон 1.5ке12
— 2 диода HER208
— 2 резистора на 10кОм и на 220Ом
— Пленочный конденсатор на 400В 1мкФ
— 2 ферритовых кольца (можно достать из старого блока питания компа)
— 2 изоляционные шайбы
— Радиатор (для охлаждения транзисторов)
— Пара винтиков (для закрепления транзисторов в радиаторе)
— Термопаста
— 2 кусочка слюды (для изоляции транзисторов от радиатора)
— Медный залакированный провод сечением 1.4мм2 длинной 1 метр
— Медный залакированный провод сечением 1.2мм2 2 куска по 1.5 метр
— Форма на намотки катушки (я буду использовать аккумулятор формата 18650)
— Аккумулятор для питания схемы (8-20В)
— 2 небольших кусочка провода
А так же:
— Бокорезы, ножик, отвертка, паяльник.
Подробное описание изготовления:
Шаг 1: Намотка катушки. Первым делом намотаем провод 1.4мм2 на «форму» (еще раз напомню что в качестве «формы» я буду использовать аккумулятор формата 18650) что-бы получить катушку.


Должно получится что-то наподобие этого

Далее ножиком снимаем изоляцию с катушки

И залуживаем провода

Должно получится примерно так

Шаг 2: Намотка катушки на ферритовые кольца. На этом этапе необходимо намотать провод 1.2мм2 на ферритовые кольца.

Для этого возьмем кольцо и проденем в него провод.

И начинаем намотку

Обратите внимание, что витки должны быть плотно натянуты. В итоге получаем это.

Шаг 3: Закрепление и подготовка транзисторов. Первым делом подготовим термопасту. Я буду использовать весьма распространенную КПТ-8.

Необходимо нанести тонким слоем термопасту по всей площади на 2 кусочка слюды.

Что бы получилось так.

Затем «приклеиваем» слюду на радиатор

То же самое делаем и с самим транзистором.

Аккуратно прислоняем транзистор (между слюдой) к радиатору.

И прикручиваем его с помощью нескольких винтиков.

Так же проделываем и со вторым транзистором. Таким образом на данном этапе уже имеется 2 транзистора прикрученных к радиатору и готовых к дальнейшей пайки.
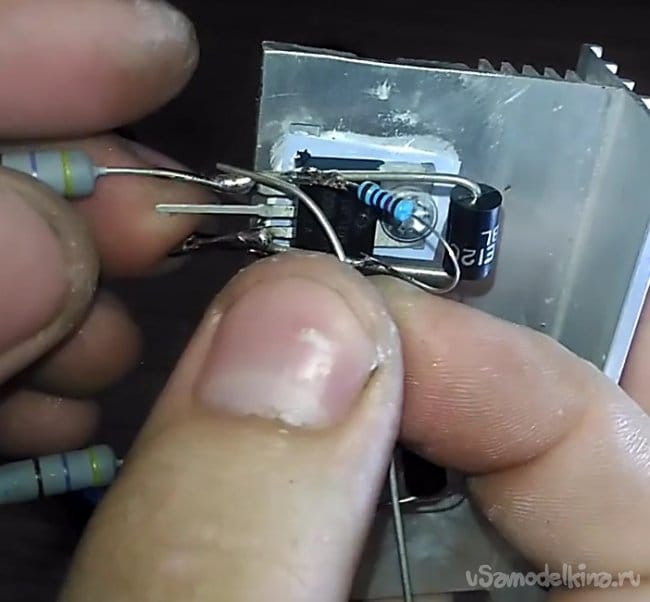
Шаг 4: Пайка компонентов по схеме.
На этом этапе начинается самая «интересная» часть. После ее завершения уже получится полностью готовое устройство.
Подготовим 2 резистора на 220 Ом.
Их необходимо припаять к левым ногам транзисторов.
И затем оставшиеся концы соединить между собой и залудить.
Затем необходимо подготовить стабилитроны.

Их необходимо припаять между левой и правой «ножкой» транзистора. Все это делается с 2 транзисторами.


Что бы получилось так.

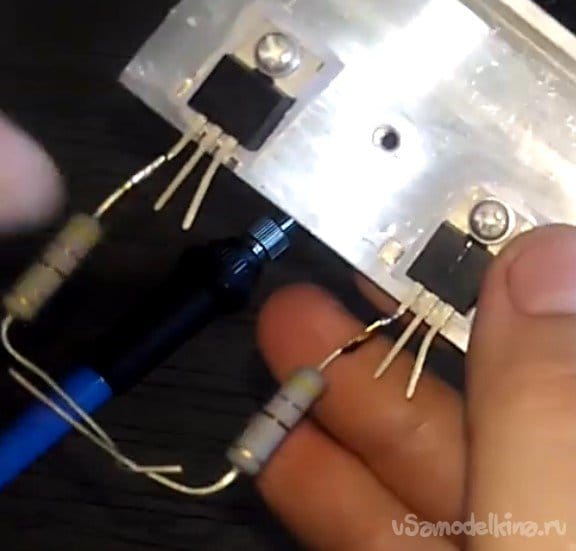
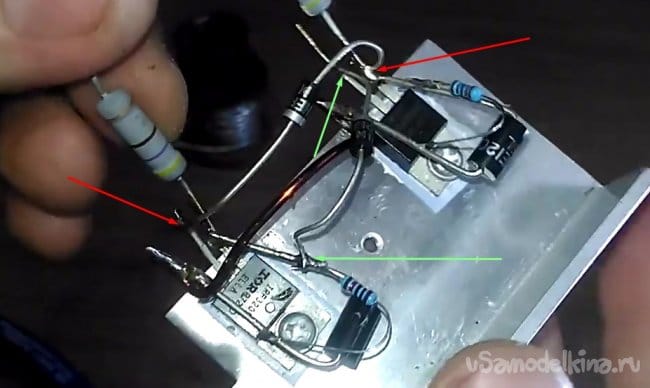
Теперь необходимо соединить «правые» ножки транзисторов (истоки) перемычкой. В ее роли послужит остаток залакированного медного провода.


Подготовим 2 резистора на 10 кОм

Затем соединяем левую ногу транзистора (затвора) с правой ногой (истоком) резистором на 10 кОм


Так же делаем и со вторым транзистором. Получаем подобие этого.

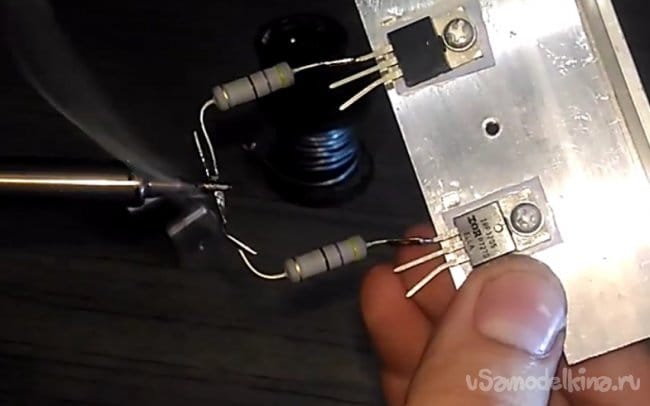
Теперь настала очередь диодов.

Необходимо припаять анод диода (значок треугольничка) к левой ноге транзистора.
А второй конец диода к центральной ноге к другому транзистору.

После сделать то же самое, но с другим транзистором.
Далее нужна катушка, которую сделали еще на первом этапе
Её концы необходимо припаять к стокам транзисторов (центральные ноги транзисторов).
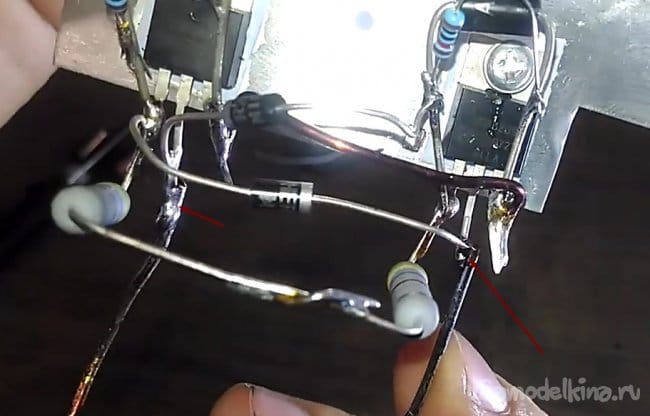
Следом нужно припаять конденсатор между катушкой как на фото.


Один из последних этапов и присоединение дросселей. Но сначала его необходимо подготовить, для этого снимаете изоляцию и залуживаете концы.

Вслед за этим с каждой стороны транзистора его нужно припаять к общей точке соединения резистором на 220 Ом и место куда паяли конденсатор.


Теперь можно подготовить 2 небольших кусочка провода(желательного разного цвета) для питания всей схемы.Один из провода (в моём случаи желтый) припаиваем к месту соединения резисторов на 220 Ом, сюда будет подключаться плюс

а черный провод (минус) идет на правую ногу (истоку) одного из транзисторов.

Вот финальное фото уже полностью рабочей и собранной схемы.
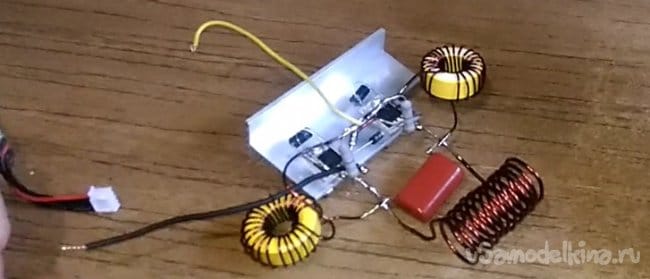
Шаг 5: Подключение и проверка.
Для питания схемы я буду использовать Li Po аккумулятор для квадрокоптеров.
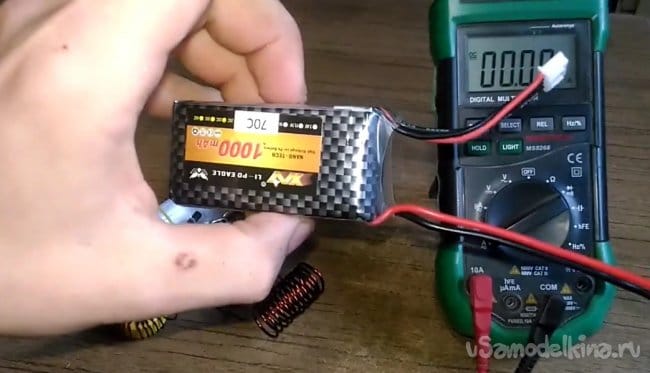
Но можно использовать любой другой (или даже несколько) напряжением от 8 В до 20 В.
Плюс с аккумулятора припаиваем к проводу, который присоединен с резисторам на 220 Ом, в моем случаи это желтый. Но я подключаю через амперметр, что бы еще и показать ток потребляемый схемой. Вы конечно можете этого не делать. Минус же идет на другой провод (черный), я рекомендую его припаять через кнопку, но для демонстрации я просто буду их соединять когда нужно что бы схема заработала.

У меня ток достигал 15А. Эти значения могут колебаться в зависимости от разных условий, просто учитывайте это.
Спасибо за внимание. Всем удачи в начинаниях!
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
Индукционный нагреватель металла. Принцип работы

 Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Как работает индукционный нагреватель?
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла. Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла. Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты.
Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.
| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.

Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
- требуемой производительности нагрева;
- температуры нагреваемого металла;
- размеров поперечного сечения.
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
Индукционный нагреватель своими руками
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов. Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток. Прочность оценивается по пробе на искру.

Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.

Рабочая схема
В состав нагревателя входят следующие составляющие:
- Инверторный блок, рассчитанный на напряжение 220…240 В, при токе не менее 10 А.
- Трёхпроводная кабельная линия (один провод – заземляющий) с нормально разомкнутым переключателем.
- Система водяного охлаждения (крайне желательно использовать очистные фильтры для воды).
- Набор катушек, отличающихся внутренними диаметрами и длиной (при ограниченных объёмах работ можно обойтись и одной катушкой).
- Нагревающий блок (можно применить модуль на силовых транзисторах, которые выпускаются китайскими фирмами Infineon или IGBT).
- Демпферная цепь с несколькими конденсаторами Semikron.
Генератор высокочастотных колебаний принимается тот же, что и у базового инвертора. Важно, чтобы его эксплуатационные характеристики полностью соответствовали тем, которые указаны в предыдущих разделах.

После сборки блок заземляется, и с помощью соединительных кабелей нагревательная индукционная катушка присоединяется к блоку питания инвертора.
Примерные эксплуатационные возможности самодельного индукционного нагревателя металла:
- Наибольшая температура нагрева, °С – 800.
- Минимальная мощность инвертора – 2 кВА.
- Продолжительность включения ПВ, не менее – 80.
- Рабочая частота, кГц (регулируемая) — 1,0…5,0.
- Внутренний диаметр катушки, мм – 50.
Следует отметить, что такой индуктор потребует специально подготовленного рабочего места – бака для отработанной воды, насоса, надёжного заземления.
proinstrumentinfo.ru
Индукционные нагревательные установки — ЭЛСИТ
 Индукционные нагревательные установки – это оборудование, принцип работы которого основан на бесконтактном методе нагрева металла. Нагрев происходит благодаря воздействию переменного индукционного поля высокой частоты, за выработку которого в установке отвечает индуктор. Индукционный нагрев – это уникальный способ нагрева металлической поверхности, позволяющий нагревать изделие сквозь изоляцию, что практически невозможно достичь,
Индукционные нагревательные установки – это оборудование, принцип работы которого основан на бесконтактном методе нагрева металла. Нагрев происходит благодаря воздействию переменного индукционного поля высокой частоты, за выработку которого в установке отвечает индуктор. Индукционный нагрев – это уникальный способ нагрева металлической поверхности, позволяющий нагревать изделие сквозь изоляцию, что практически невозможно достичь,
если использовать другие способы нагрева.
Индукционные нагревательные установки – история
Активная замена всех альтернативных способов нагрева на индукционный началась сравнительно недавно, как только индукционный нагрев был окончательно проработан и испытан в производстве. Теоретически возможность нагрева при помощи магнитного тока была доказана уже давно, а вот добиться нужного результата на практике было крайне сложно.
На практике индукционный нагреватель не давал нужных результатов, потому что использовал слишком низкие частоты, однако, внедрение мощного генератора позволило решить данную проблему. В настоящий момент в индукционных установках установлен генератор токов высокой частоты на базе IGBT, который имеет отличную эффективность, если сравнивать его с ламповым генератором, который применялся в первой линейке индукционных установок.
Индукционные нагревательные установки – область применения
Широкое применение индукционных нагревателей отмечено в промышленности. В настоящее время все больше производств нуждается в качественных методах высокотемпературной обработки изделия.
Чаще всего установки индукционного нагрева можно встретить на металлургических заводах или литейных цехах, которые напрямую нуждаются в постоянной обработке изделий под высокой температурой: отжиг, обжиг, закалка твч, плавка и т.п. Встретить индукционную нагревательную установку можно и в цехах, занимающихся созданием керамической посуды или сувениров, в химических лабораториях, в ювелирных мастерских и т.д.
Индукционные нагревательные установки – почему именно индукция
Производители стали использовать установки ТВЧ, потому что они обладают преимуществами, которые значительно выделяют их на фоне конкурирующих способов нагрева. Индукционный нагрев позволяет: экономить электрическую энергию, увеличить объем обработанной продукции, так как нагревается лишь нужная область, качественно прогреть изделие и понизить количество брака в производстве. Плюсов в пользу индукционного оборудования очень много, именно по этой причине стоит сделать свой выбор в пользу индукционного нагрева.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
xn--h1afsf5c.xn--p1ai
Индукционный нагреватель Low ZVS 12-48 В 20 A
Добрый день, уважаемые читатели. Сегодня рассмотрим необычный предмет — индукционный нагреватель мощностью до 1 кВт.Несмотря на специфичность этого предмета, обзоры на слабенькие подобные нагреватели мелькали на сайте:
Вот и еще вот.
Обозреваемый нагреватель имеет мощность на порядок большую и его хоть как то можно применить для практических целей, а не для опытов по физике.
Не буду останавливать на теории индукционного нагрева (подробно изложено на вики)
Для тестов изделия нам нужно учесть две основные особенности:
- Нагрев происходит только у токопроводящих магнитных материалов.
- Нагрев происходит в поверхностных слоях.
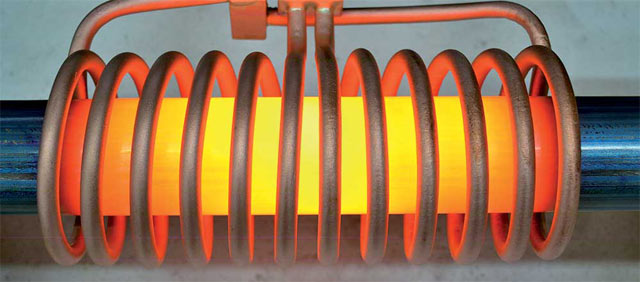
Промышленные установки закалки ТВЧ имеют приличные габариты, вот, например, наша на заводе:

Закалка зубчатого колеса:

Китайский же кит отлично поместится на верстаке или рабочем столе, а делать будет то же самое, конечно с меньшей мощностью и размерами закаливаемых заготовок.
Где его можно применить практически:
- Закалка инструмента
- Бесконтактный нагрев
- Ювелирка, переплавка
Перейдем непосредственно к предмету обзора.
Доставка была ТК с отслеживаемым треком.
Упаковка
Кит нагревателя упакован в плотную картонную коробку:
Плата в антистатическом пакете, индуктор был обернут в пупырчатую пленку:

Кит индукционного нагревателя состоит из двух частей:
- Медный индуктор
- Плата генератора
Рассмотрим индуктор:
Похож на кипятильник или змеевик самогонного аппарата, но в данном случае это катушка. 7 витков 6 мм медной трубки.
Внутренний диаметр (куда вносится заготовка) — 46 мм.
Длина намотки 54 мм.
Водяное охлаждение так и просится:
А вот такого размера индуктор в индукционной печи для плавки:
Плата генератора:
Размеры платы: 100х100 мм, есть 4 отверстия диаметром 4 мм для стоек или крепления в корпус. На клеммах подачи напряжения питания обозначен только «-«. Есть зеленый светодиод — индикатор работы.
Снизу:
флюс смывать ленятся.
Примерная схема подобных устройств:
Это двухтактный полумостовой преобразователь в автогенераторном режиме.
С боков платы:
Стойки индуктора латунные шестигранники 6 мм по 3 шт, но сверху хиленькая скоба. Максимальный ток указан 20 А.
Радиаторы мосфетов: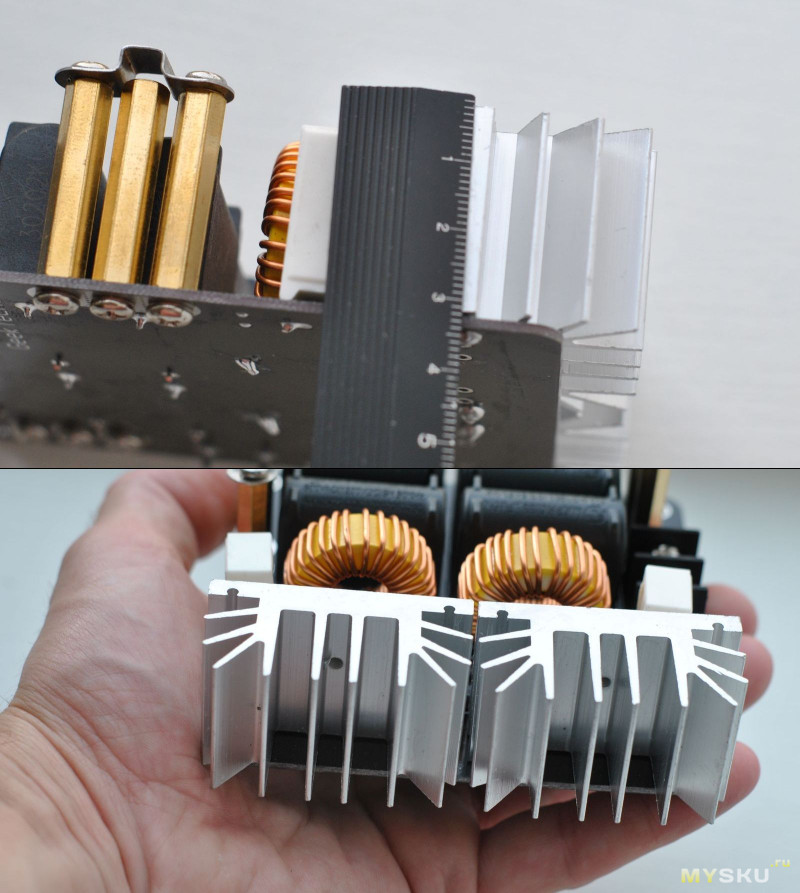
Китайцы такие китайцы, плата выходит за радиаторы на добрый сантиметр, это будет мешать нормальному их обдуву.
Мосфеты IRFP260N в корпусе TO-247AC:
Конденсаторы 0,33 мкф 600 VAC 50 кГц:
На работе электрики помогли составить схему именно этой платы (я далек от этого) и заодно промоделировали частоту генератора:
Осциллограмма генератора:
теоретическая частота 90 кГц.
Теперь перейдем к практической части:
Для удобства подключения индуктора его выводы нужно согнуть, я использовал трубогиб, но все равно плохо получилось, стенки тонкие:
Получилось так:
некоторые в отзывах выводят индуктор на бок, но мне показалось так удобней.
Я когда выбирал нагреватель, рассчитывал на свой БП wanptek KPS305D 30 В 5 А, но он отказался работать с нагревателем, уходит в защиту и скидывает напряжение с 12 до 5 В:
Почему кстати?
Пришлось воспользоваться БП от ноутбука 19 В 4,7 А.
Ток на холостом режиме:
Напряжение на индукторе:
Ток при нагреве сверла:
Частота работы генератора:
Близка к расчетной.
Так как при работе индуктор быстро разогревается (от нагреваемой детали больше всего), опыты я проводил при проточном водном охлаждении:
организовать его просто, две трубки одна к крану с холодной водой, вторая в раковину в слив. Главное разместить надежно, весит плата с индуктором почти полкило.
Опыты:
Классическая проверка на гвозде))
Подкалил китайский зенкер:
на разогрев ушло пару минут, все таки тока 4 А маловато.
Олово с припоем плавится не захотело:
Мелкие сверла разогреваются за минуту: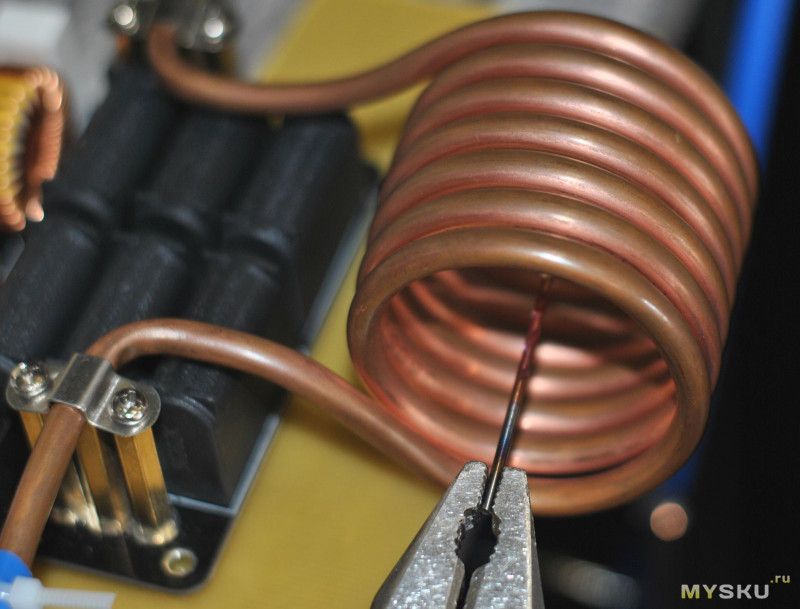
Извращение с народным кухонным термометром:
Узнать температуру стали для закалки можно по цвету или измерить бесконтактным способом:
Доработка кита нагревателя из отзывов:
- Для плавки в тигле логично упрятать индуктор в изолятор.
- Обдув большим вентилятором платы.
- Усиленные медные прижимные пластины для выводов индуктора.
Так как получить максимум возможностей от своего БП я не смог, поехал к другу — у него есть техника посерьезней:
24 В и 24 А.
Пробуем на фрезе 6 мм:
Ток холостой 4 А. Ток рабочий около 10 А, нагревается быстро.
А теперь задача посложнее — плавка алюминия (660 С):
так не заработало, там виток, втулка полая.
В стальном тигле дело пошло (на 15 А):
но лопнула керамическая пластинка. Индуктор обувается вентилятором 120 мм, температура его не выше 50 С. Мосфеты примерно так же.
Подложили под тигель керамический патрон:
За 4 минуты алюминиевая втулка толщиной с палец размякла (ток при этом 12 А).

Остывший расплав:
При должном оснащении, этому нагревателю по силам и плавка легкоплавких металлов. Главное иметь мощный блок питания.
Есть купон SJZVS снижающий цену до $27.99 (до 30 августа).
Спасибо за просмотр. Удачных покупок!
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
mysku.ru
Индукционные установки – Индукционная литейная установка – Установка индукционного нагрева
ИНДУКЦИOННAЯ УСТАНOВКA — это оборудование, необходимое для индукционного нагрева металлических изделий и деталей электрическим током, индуцируемым переменным магнитным полем. РОСИНДУКТОР — это установка индукционного нагрева от профессионалов. Здесь можно купить по хорошей цене установки для закалки, пайки и плавки. Каждая индукционная литейная установка собрана по схемам с использованием современных IGBT модулей. Специалисты нашей компании модернизируют индукционные установки, а так же их ремонт и обслуживание.
Установка индукционного нагрева
Установки индукционного нагрева делятся на транзисторные и тиристорные. Тиристорная индукционная установка нагрева имеет слишком узкий предел изменения генерируемой частоты. Транзисторные установки индукционного нагрева металла отличаются более высоким КПД, они не нуждаются в предварительном прогреве. Кроме того каждая установка нагрева имеет контроль и регулировку выходной частоты в большом диапазоне.
Установки индукционного нагрева (УИН) делятся на транзисторные и тиристорные. Тиристорная индукционная нагревательная установка имеет слишком узкий предел изменения генерируемой частоты. Транзисторные установки индукционного нагрева металла отличаются более высоким КПД, они не нуждаются в предварительном прогреве. Кроме того транзисторные ТВЧ генераторы подходят для контроля и регулировки выходной частоты в большом диапазоне.
Установки индукционного нагрева бывают следующих типов:
- Среднечастотные индукционные установки, работающие в частотном диапазоне от 0,5 до 20 кГц и имеющие мощность от 15 до 500 кВт, идеально подходят для максимально глубокого прогрева металлических деталей. Глубина прогрева может достигать 10 мм. Этот вид установок применяется для горячей штамповки, плавки черных и цветных металлов и глубокой закалки металлов.
- Высокочастотные индукционные установки осуществляют работу с частотой от 30 до 100 кГц. Глубина прогрева деталей в этих установках составляет всего 2-3 мм, благодаря чему они подходят для поверхностной закалки металлических изделий, восстановления деталей, сварки и наплавки деталей.
- Кузнечные индукционные установки необходимы для эффективного нагрева металлических заготовок. Используемая температура колеблется от 500 до 1200 градусов в зависимости от вида металла и следующих за нагревом процессов. Так, перед горячей штамповкой алюминиевые заготовки необходимо нагреть до 500 градусов, а медные — до 700.
- Индукционные плавильные установки необходимы для плавки цветных и черных металлов. Такие установки оборудуются индукционными печами, подходящими для обработки того или иного металла или сплава.
Индукционная литейная установка
Индукционные литейные установки рассчитаны для работы со сплавом неблагородных и благородных металлов. В таких установках используются печи с тиглями, наиболее подходящими для определенной шихты. Индукционные литейные печи обладают высокой производительностью и легко встраиваются в рабочий конвейер цеха.
Применение индукционных установок
Индукционные установки широко применяются в чугунном и сталелитейном производстве, а также в ювелирном и любом другом производстве, связанным с обработкой металла. Разные индукционные установки используются для поверхностной и глубокой закалки металлических деталей, наплавки, пайки, плавки, сварки металлов, гибки и предварительного нагрева металла, стерилизации медицинских инструментов, ювелирного производства.
Принцип работы индукционных установок
Принцип работы индукционных установок основан на нагреве металлических материалов электрическими токами, которые создаются переменным магнитным полем индуктора. Индуктор представляет собой несколько витков провода. При помощи генератора в индукторе создаются мощные токи, благодаря чему образуется магнитное поле, которое наводит вихревые токи в помещенной в центр индуктора заготовке. В результате происходит нагрев заготовки под действием закона Джоуля-Ленца. Интенсивность и глубина прогрева металлических деталей зависит от выбранной частоты.
Преимущества индукционных установок
Преимущества индукционных установок очевидны: высокий уровень КПД, высокая скорость прогрева или плавления электропроводящего материала, возможность проведения местного нагрева, отсутствие загрязнения материала продуктами горения, нагрев металлических деталей через стенки камеры, выполненной из материалов, не нагревающихся вследствие электромагнитного излучения, возможность автоматизации большинства процессов, происходящих в установке.
Нужна более подробная информация на индукционные установки?
Москва + 7 (499) 649-29-80
Санкт-Петербург + 7 (812) 426-33-17
Челябинск + 7 (351) 729-83-71
zavodrr.ru
Индукционная нагревательная установка — это… Что такое Индукционная нагревательная установка?
- Индукционная нагревательная установка
- электротермическая установка для нагрева металлических заготовок или деталей с применением индукционного нагрева (См. Индукционный нагрев). Наиболее широко распространены И. н. у. для сквозного нагрева металлических заготовок перед горячей обработкой давлением и для поверхностной закалки стальных деталей. Обычно И. н. у. состоят из генератора, индуктора, конденсаторной батареи, механизмов для перемещения нагреваемых заготовок, системы водоохлаждения и системы защиты и контроля.
Нагрев заготовок в И. н. у. для сквозного нагрева осуществляется в многовитковом водоохлаждаемом футерованном индукторе (см.
Индуктор нагревательный). Холодные заготовки подаются в индуктор с одной стороны и выходят нагретыми с другой. Механизмы подачи имеют электромеханический, пневматический или гидравлический привод. Нагрев ведётся на низкой или средней частоте. И. н. у. применяют главным образом для нагрева заготовок из стали, меди, алюминия, молибдена, вольфрама, титана, циркония и различных сплавов на их основе. Для И. н. у. характерны высокая степень автоматизации процесса и малый угар нагреваемого в них металла (для стали менее 0,5% ).
Индукторы И. н. у. для поверхностной закалки стальных деталей выполняют без теплоизоляции. Зазор между индуктором и нагреваемой деталью составляет 3—5 мм, что обеспечивает высокий электрический кпд процесса. Индукторы установок чаще всего состоят из одного витка; питание подводится от генератора средней или высокой частоты через согласующий трансформатор. В качестве охлаждающих жидкостей при закалке используют воду, масло и различные эмульсии, которые подают на поверхность детали через отверстия в индукторе или с помощью специальных устройств.
Лит.: Демичев А. Д., Головин Г. Ф., Шашкин С. В., Высокочастотная закалка, М.—Л., 1965; Простяков А. А., Индукционные нагревательные установки. М., 1970.
А. Б. Кувалдин.
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Индуктотермия
- Индукционная печь
Смотреть что такое «Индукционная нагревательная установка» в других словарях:
Нагревательная установка индукционная высокочастотная — Высокочастотная индукционная нагревательная установка электротермическая установка для нагрева или термической обработки металлов и полупроводниковых материалов в магнитном поле… Источник: ГОСТ 21139 87 (СТ СЭВ 3239 81). Государственный… … Официальная терминология
Установка нагревательная индукционная высокочастотная — Высокочастотная индукционная нагревательная установка электротермическая установка для нагрева или термической обработки металлов и полупроводниковых материалов в магнитном поле… Источник: ГОСТ 21139 87 (СТ СЭВ 3239 81). Государственный… … Официальная терминология
Индукционный нагрев — нагрев токопроводящих тел за счёт возбуждения в них электрических токов переменным электромагнитным полем. Мощность, выделяющаяся в проводнике при И. н., зависит от размеров и физических свойств проводника (удельного электрического… … Большая советская энциклопедия
Индуктор нагревательный — (лат. inductor, от induce ввожу, нахожу, побуждаю) электромагнитное устройство, предназначенное для индукционного нагрева (См. Индукционный нагрев). И. н. состоит из двух основных частей индуктирующего провода, с помощью которого… … Большая советская энциклопедия
Скин-эффект — (от англ. skin кожа, оболочка) поверхностный эффект, затухание электромагнитных волн по мере их проникновения в глубь проводящей среды, в результате которого, например, переменный ток по сечению проводника или переменный магнитный поток… … Большая советская энциклопедия
Термическая печь — промышленная печь для проведения различных операций термической или химико термической обработки металлических изделий. Т. п. классифицируют по методу работы: периодические (Ванная печь, камерная печь (См. Камерные печи), печь… … Большая советская энциклопедия
Электротермообработка — методы термической обработки (См. Термическая обработка) металлов и их сплавов, при которых нагрев осуществляется электрическим током. Наибольшее распространение Э. (в отличие от пламенного нагрева) получила при поверхностной закалке (См … Большая советская энциклопедия
оптическая печь — [optical furnace] нагревательная установка, состоящая из источника лучистой энергии и системы отражателей, фокусирующая лучистый поток в малую по объему зону, что обеспечивает высокую температуру. Смотри также: Печь электронно лучевая печь… … Энциклопедический словарь по металлургии
электрическая печь — [electric furnace] печь, в которой используют тепловой эффект электрической энергии. Способ преобразования электрической энергии в тепловую и тип электрической печи определяется экзотермическими электрофизическими процессами в электрической дуге… … Энциклопедический словарь по металлургии
dic.academic.ru
