
РД 34-10-100-91 Инструкция по монтажу технологических трубопроводов АЭС
МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
|
СОГЛАСОВАНО Главный инженер треста ______________ Данилов Л.П. ______________ |
УТВЕРЖДАЮ Главный инженер института ___________ Леонтьев Н.В. ______________ |
РУКОВОДЯЩИЙ ДОКУМЕНТ
Инструкция по монтажу технологических
трубопроводов АЭС
РД 34 10-100-91
|
Главный инженер проекта. _________ Львов А.А. Начальник отдела _________ Поярков Ю.Н. |
1991
|
Инструкция по монтажу технологических |
РД 34 10-100-91 Взамен РДИ 42-020-85 |
Дата введения 01.09.91
Настоящая инструкция устанавливает требования к монтажу технологических трубопроводов на атомных станциях (АС) и предназначена для работников монтажных организаций Минэнерго СССР, осуществляющих организацию и производство работ по монтажу технологических трубопроводов атомных станций (АС).
1.1.1. Настоящая инструкция предназначена для руководства при монтаже технологических трубопроводов АС из углеродистых и низколегированных сталей (транспортирующих пар и воду различных пара
Технология монтажа технологических трубопроводов
Монтаж технологических трубопроводов следует выполнять в соответствии со строительными нормами и правилами, в которых указаны основные положения производства и приемки работ по монтажу постоянных технологических трубопроводов из углеродистых и легированных сталей, цветных металлов и сплавов, чугуна, пластических масс и стекла, работающих при абсолютном давлении от 35 мм рт. ст. до 700 кгс/см
Объем работ по их монтажу составляет обычно около 50% общего объема монтажных работ. Прокладка большинства трубопроводов ведется в стесненных условиях, на различной высоте в многоэтажных зданиях и на открытых площадках, эстакадах, в лотках, туннелях. Внутрицеховые технологические трубопроводы отличаются большим количеством применяемых типоразмеров, деталей трубопроводов, запорнорегулирующей арматуры, средств крепления.
Так, например, чтобы укомплектовать внутрицеховой технологический трубопровод, необходимо добавить до 42% от веса труб различных деталей трубопроводов и арматуры. Сложная конфигурация таких трубопроводов вызывает большое количество соединений труб, деталей и арматуры между собой. На каждые 100 м протяженности трубопровода в среднем приходится выполнять до 80 сварных стыков.
Применение при монтаже готовых узлов, элементов и секций, централизованно изготовленных с применением заводских деталей в трубозаготовительных цехах, позволяет в значительной степени упростить технологию и организацию монтажа трубопроводов и превратить строительномонтажную площадку в сборочную. Это в 5-6 раз снижает объем сварочных работ, выполняемых ранее непосредственно на монтажной площадке. При этом сроки монтажа трубопроводов сокращаются в 3-4 раза (учитывая, что их изготовляют параллельно с ведением строительных работ). При надлежащей организации работ узлы трубопроводов уже должны быть изготовлены в цехах и в готовом виде поступать на строительную площадку для монтажа к моменту готовности строительной части объекта.
До начала монтажа трубопроводов должны быть выполнены следующие подготовительные работы:
- Детально изучены проект и ППР инженернотехническими работниками (мастером, производителем работ, бригадиром) и согласованы с соответствующими организациями все неясные вопросы.
- Приняты узлы, элементы и детали трубопроводов, арматура, не входящая в узлы, опоры и подвески; проверено их соответствие требованиям проекта или техническим условиям.
- Проверена степень строительной готовности зданий, сооружений и конструкций под монтаж, и составлены соответствующие акты. Особое внимание должно быть обращено на соблюдение проектных отметок мест крепления трубопроводов.
- Принято оборудование под монтаж трубопроводов: проверены правильность установки аппаратов и оборудования и соответствие чертежам, расположение, тип и размеры присоединительных штуцеров на оборудовании. Все отступления от проекта должны быть зафиксированы в акте.
- Укомплектованы линии трубопроводов узлами, элементами и деталями, арматурой, вспомогательными материалами; линии трубопроводов должны быть доставлены к месту монтажа.
- Устроены и подготовлены: площадки для укрупнительной сборки, подмости и приспособления при работе на высоте; подведена электроэнергия для питания сварочных постов, электроинструментов, электролебедок и освещения отдельных мест монтажа.
- Укомплектованы специализированные рабочие бригады и обеспечены необходимыми инструментами, приспособлениями и монтажными механизмами.
- Выданы бригадам наряды на предстоящие объемы работ.
- Обеспечены необходимые условия работы в соответствии с правилами техники безопасности и охраны труда
- Проведен инструктаж рабочих.
Технология собственно монтажа стальных трубопроводов включает следующие операции: разбивку трассы трубопровода; установку опор и подвесок; укрупнительную сборку узлов и блоков; укладку, сборку и сварку трубопровода; монтаж компенсаторов, арматуры, дренажных устройств, приборов контроля и автоматики; испытание готовых линий, сдачу их заказчику.
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭ |
Технология монтажа трубопроводов
Монтаж трубопроводов высокого давления требует особо тщательного выполнения и проведения в строгом соответствии с рабочими чертежами и специальными техническими условиями. Отступления от проекта допускаются только по согласованию с проектной организацией.
После установки, выверки и закрепления основного технологического оборудования приступают к монтажу трубопроводов.
Трубопровод подвергают внутренней очистке путем промывки или продувки перед испытанием, чтобы удалить окалину, мусор и грязь. Трубопроводы всех диаметров, транспортирующие жидкие среды, и газопроводы диаметром до 150 мм промывают водой, а газопроводы диаметром более 150 мм очищают только продувкой сжатого воздуха.
Такелажные работы при изготовлении и монтаже технологических трубопроводов являются весьма ответственными и включают в себя, главным образом, выполнение следующих операций: погрузку и разгрузку труб, деталей, элементов, узлов и секций трубопроводов, а также арматуры; их перемещение в пределах монтажной площадки, подъем и установку в проектное положение, их поддерживание при сборке.
Производство такелажных работ связано с применением пеньковых и стальных канатов.
Значительные объемы работ по сооружению технологических трубопроводов вызывают необходимость ведения их прогрессивными способами в короткие сроки, с минимальными затратами труда и высоким качеством работ. Одним из наиболее важных путей технического прогресса является индустриализация трубопроводных работ, которая в качестве одного из основных элементов включает в себя предварительное централизованное изготовление деталей и.узлов и монтаж трубопроводов готовыми узлами или блоками при максимальной механизации работ.
При изготовлении и монтаже технологических трубопроводов наиболее распространенным способом получения неразъемных соединений является сварка. Сваривать трубопроводы можно промышленным способом, обеспечивающим выполнение требований СНиП. При этом должны быть максимально использованы автоматические или полуавтоматические способы сварки. Сварке подвергают металлы, неметаллические материалы — пластмассы, стекло.
Различают два способа сварки пластмасс — прутковую, при которой соединяемые детали сваривают присадочным прутком, и беспрутковую (контактную сварку), при которой соединяемые детали нагревают выше температуры текучести и сваривают путем сжатия нагретых поверхностей.
При прутковой сварке свариваемые кромки и присадочный пруток нагреваются теплоносителем, в качестве которого чаще всего используют горячий воздух.
Гнутьем труб называется технологический процесс, в результате которого под действием внешних нагрузок изменяется наклон геометрической оси трубы. При этом в металле стенок трубы возникают упругие и упругопластические деформации. На внешней части погиба возникают растягивающие напряжения, а на внутренней — сжимающие. В результате этих напряжений наружная по отношению к оси изгиба стенка трубы растягивается, а внутренняя сжимается.
Трубы высокого давления изготовляют из сталей марок: сталь 20, 15ХФ, 40Х, 15ХМ, 30ХМА, ЭИ-578 и ЭИ-579. Каждая партия труб должна иметь паспорт с приложением сертификата, удостоверяющим соответствие труб требованиям технических условий.
Трубы, детали, арматура и материалы, поступающие для изготовления и монтажа трубопроводов, должны удовлетворять требованиям стандартов, нормалей и технических условий и иметь сертификаты или паспорта заводов-изготовителей.
Монтаж технологических трубопроводов в Москве и МО под ключ в сжатые сроки

Монтаж технологических трубопроводов на промышленном предприятии даст возможность использования газов, пара, жидкостей. Для этих целей используются трубопроводы различной конфигурации, монтаж которых выполнят специалисты компании «Синтез ТМК».
При проектировании трубопроводов будут учтены все особенности подключаемого оборудования, конструкции здания, расположения инженерных сетей. Мы выполним все работы по монтажу трубопроводов от закупки необходимых материалов и арматуры, подготовки отверстий и креплений под трубы до подключения к агрегатам и сетям, тестирования и ввода в эксплуатацию.
Среди предлагаемых услуг:
- Проектирование и расчет трубопроводов;
- Монтаж технологических трубопроводов, в том числе внутрицеховых и межцеховых;
- Подключение к коммуникациям и магистралям.
Для перемещения жидкостей, газов и сыпучих материалов используются технологические трубопроводы, складывающиеся из отдельных отрезков труб, соединенных при помощи арматуры или сваркой, с установленными измерительными приборами, приборами, автоматикой, изоляционными материалами. В зависимости от назначения и материала изготовления труб подбираются подходящие элементы запорной арматуры, краны, прокладки.
Из всех трубопроводов на промышленном предприятии более 30% составляют технологические. Они обеспечивают технологический процесс, транспортируя вещество как потребителям в качестве сырья или полуфабрикатов, так и от них, представляя собой готовую продукцию, отходы производства. Трубопроводы используются для транспортировки токсичных, вредных для здоровья, пожаро- и взрывоопасных веществ, а также жидкостей и пара, имеющих высокую температуру. Способы монтажа для различных технологических трубопроводов могут различаться, на что влияет ряд факторов.
Материал изготовления трубопроводов может быть различным, но решение, применять черные или цветные металлы, пластмассы или стекло, зависит от переносимой среды и ее температуры, давления и других показателей. В промышленных цехах монтаж трубопроводов может занимать более 50% от всех выполняемых монтажных работ. Затрудняет укладку труб необходимость работать с тоннелями, лотками, эстакадами. Работы могут проводиться в узких и неудобных местах цехов или на большой высоте под открытым небом. Номенклатура применяемых для монтажа трубопроводов деталей и узлов отличается разнообразием разметов и конструкций.
Технология монтажа трубопроводов
Монтаж технологических трубопроводов следует выполнять в соответствии со строительными нормами и правилами СНиП 3.05.05-84, в которых указаны основные положения производства и приемки работ по монтажу постоянных технологических трубопроводов из углеродистых и легированных сталей, цветных металлов и сплавов, чугуна, пластических масс и стекла, работающих при абсолютном давлении от 35 мм рт. ст. до 700 кгс/см2.
Объем работ по их монтажу составляет обычно около 50% общего объема монтажных работ. Прокладка большинства трубопроводов ведется в стесненных условиях, на различной высоте в многоэтажных зданиях и на открытых площадках, эстакадах, в лотках, туннелях. Внутрицеховые технологические трубопроводы отличаются большим количеством применяемых типоразмеров, деталей трубопроводов, запорно-регулирующей арматуры, средств крепления.
Классификация технологических трубопроводов
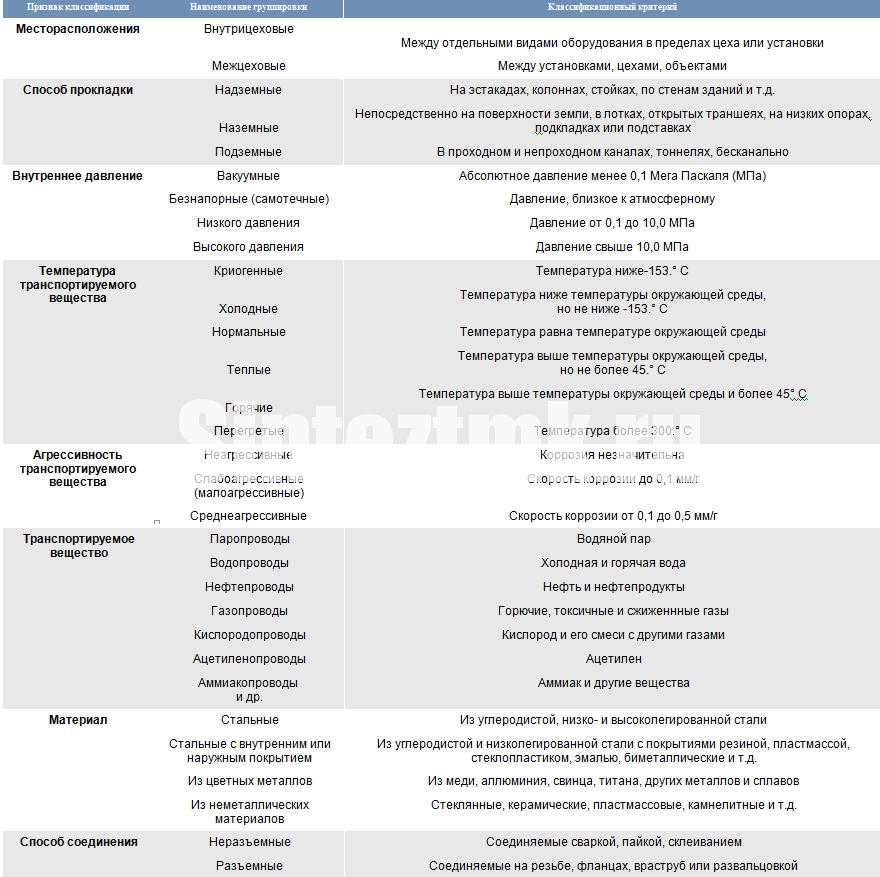
Классификация технологический трубопроводов.
Заказчик может не вникать в сложности прокладки трубопроводов по территории цеха или через заводские площади. Для него важно выполнение функциональных задач и обеспечение станков и агрегатов газом, водой, паром. Но при этом желательно, чтобы уложенные трубы занимали минимальное место в цеху, а их прокладка не повредила существующие конструкции.
Если работы выполняет бригада с недостаточной квалификацией, в процессе монтажа трубопровода могут возникнуть непредвиденные сложности, что вызовет задержку работ, согласование с проектировщиком, дополнительные расходы.
Монтаж трубопроводов предусматривает:
- разработка ППР;
- проведение подготовительных работ;
- поставку материалов и оборудования;
- сборку, установку в проектное положение и крепление технологического трубопровода, подсоединение его к оборудованию или коммуникациям;
- установку компенсаторов
- заключительные работы по монтажу и сдаче трубопроводов;
- пуско-наладочные работы
- контроль выполнения работ
- испытания
- ведения лабораторного и геодезического контроля
- ведение исполнительной документации
Наша компания обладает достаточным опытом проведения монтажных работ, что позволяет должным образом выполнить все этапы. Если монтаж производится по готовому проекту, все пункты будут проанализированы, и при необходимости будут предложены и согласованы некоторые изменения, что позволит повысить эффективность работ.
Опытные сотрудники компании выполняют контроль качества как поступающих на сборку материалов и комплектующих, так и выполнения каждой операции и конечного результата. Все стыки и швы будут выполнены аккуратно и качественно. Трубопровод будет подключен к внешним сетям, проведен тестовый пуск, получены необходимые разрешения.
При подготовительных работах к монтажу трубопроводов следует:
- обеспечить поставку и приемку в монтаж технологических материалов и оборудования;
- выполнить входной контроль проектной документации;
- выполнить входной контроль поставленных трубопроводов и оборудования, креплений и фитингов для монтажа трубопроводов;
- проверка всех типов соединений монтируемых трубопроводов к технологическому оборудованию;
- выполнить проверку технической документации;
- обеспечить хранение материалов и оборудования;
- провести сборку элементов трубопроводов;
- проверить готовность строительных конструкций и помещений сдаваемых под монтаж трубопроводов;
- проверить наличие согласований всех мест с пересечениями других инженерных систем.
Наши специалисты имеют необходимые для ведения работ сертификаты и допуски. Основным преимуществом сотрудничества с нашей компанией является возможность решения различных задач, что позволяет любые проблемы при монтажных работах решать быстро и с минимальными затратами. А если выполнение монтажа трубопроводов является частью крупного проекта, мы готовы взяться за выполнение комплекса задач, обеспечив оптимальные условия для получения превосходного результата.
Монтаж технологических трубопроводов регулируется следующими нормативными документами:
СНиП 3.05.05-84 Технологическое оборудование и технологические трубопроводы
ВСН 362-87 Изготовление, монтаж и испытания технологических трубопроводов до 10 МПА
ВСН 70-79 Инструкция по монтажу и испытанию трубопроводов диаметром условного прохода до 400 мм включительно на давление свыше 9.8 до 245 МПА
СН 527-80 Инструкция по проектированию стальных трубопроводов до 10 МПА
ГОСТ 21.401-88 Система проектной документации для строительства. Технология производства. Основные требования к рабочим чертежам
Сборник Е26 Монтаж технологических трубопроводов
Поделиться:
Технология монтажа трубопроводов с внутренним покрытием
Монтаж технологических трубопроводов с внутренним покрытием принципиально не отличается от монтажа трубопроводов без покрытия, но имеет некоторые специфические особенности.
К монтажу таких трубопроводов рекомендуется допускать рабочих и технический порсонал, который прошел специальное обучение и хорошо знаком с особенностями монтажа.
Монтаж футерованных трубопроводов производится из заранее изготовленных на заводах деталей, включая прямые участки. Перед началом монтажа трубы и детали по возможности укрупняют в узлы и блоки, прямолинейные участки в секции. Футерованные трубы, арматуру и фасонные детали, как правило, соединяют между собой на стальных фланцах. Эти трубопроводы должны быть короткими с минимальным количеством колен и фланцев и не иметь резких поворотов.
Монтаж футерованных трубопроводов разрешается выполнять только при положительной температуре. Трубы, детали и арматуру, транспортировавшиеся или хранившиеся при минусовой температуре, перед монтажом полагается выдержать в теплом помещении (не ниже +10° С) в течение 24 ч.
Участки трубопроводов с разъемными соединениями надо располагать в стороне от проходов и защищать съемными кожухами. Соединения труб должны быть доступны для осмотра и ремонта.
При подземной прокладке труб футерованные трубопроводы, транспортирующие агрессивные среды, следует располагать внизу, в стороне от горячих труб и других источников нагрева. Бесканальная прокладка футерованных трубопроводов не рекомендуется.
Футерованные трубопроводы прокладывают с уклоном, величина которого зависит от свойств транспортируемой среды. Минимально допустимые уклоны:для жидкостей 0,001-0,002; для газов (против хода) 0,003; для газов (по ходу) 0,0015.
При прокладке трубопроводов из футерованных труб следует избегать мешков (мест скопления продукта или воздуха). В нижних и верхних точках футерованных трубопроводов необходимо предусматривать установку футерованных тройников для обеспечения дренажа и удаления воздуха.
Для защиты футерованного трубопровода от статического электричества необходимо смежные участки трубопровода соединять между собой проводником, чтобы создать непрерывную электрическую цепь. В нескольких местах трубопровод рекомендуется соединить проводником с общим контуром заземления цеха или установки.
Возникающие вследствие изменения температуры деформации футерованных трубопроводов компенсируют обычным способом.
Опоры футерованных трубопроводов практически не отличаются от опор стальных трубопроводов. Однако в конструкции не предусмотрена приварка какихлибо элементов к футерованным трубам.
Футерованные трубопроводы должны быть окрашены и иметь стрелку, указывающую направление движения среды. Цвета красок выбирают согласно проекту.
В процессе сборки трубопровода из футерованных труб не допускаются удары и другие механические и тепловые воздействия, которые могут нарушить целостность футерующего слоя труб и фасонных деталей. Затягивать фланцевые соединения чугунной арматуры и фасонных деталей следует очень осторожно во избежание поломок.
Поврежденные футерованные трубы и фасонные части, у которых разрушена металлическая оболочка или нарушен футерующий слой, не ремонтируют (кроме гуммированных), их заменяют новыми.
При монтаже футерованных трубопроводов категорически запрещается разрезать и вырезать отверстия огневым способом, а также вваривать в трубопровод штуцеры, бобышки и заглушки.
Ответвления трубопроводов выполняют трлько путем установки футерованных тройников или крестовин.
Замыкающие участки при монтаже делают по месту, т. е. путем тщательных замеров действительных размеров. Подгонку замыкающих участков выполняют путем отрезки нахлестав и установки свободных фланцев на резьбовом кольце с отбортовкой футерующего слоя или путем изготовления такого участка из легированной стали.
