
КАК ПРАВИЛЬНО ПАЯТЬ ПОЛИПРОПИЛЕНОВЫЕ ТРУБЫ — САНТЕХОПТ
На сегодняшний день пайка труб из полипропилена является очень актуальным и востребованным вопросом. Это связано с тем, что современный рынок переполнен огромным количеством производителей полипропиленовых труб и соответственно моделей аппаратов для сварки к ним, которые все мы привыкли называть паяльниками. И человек, которому нужно выполнить монтаж водопровода или отопления, немного ознакомившись с особенностями такой работы, наверняка, принимает решение самостоятельно ее выполнить. Главное внимательно разобраться с технологией, выбрать качественный паяльник и запастись терпением. При таком подходе к делу положительный результат будет всегда гарантирован. Мы предлагаем найти ответ на вопрос: как правильно паять полипропиленовые трубы? Для того чтобы понять как правильно паять полипропиленовые трубы, необходимо знать их параметры и классификацию. В настоящий момент современный рынок предлагает две основные категории полипропиленовых труб: PN 20 – универсальная труба с максимальным давлением 20 атм.


 При этом обязательно нужно проверить, чтобы они были чистыми, то есть без следов предыдущей пайки.
При этом обязательно нужно проверить, чтобы они были чистыми, то есть без следов предыдущей пайки.Советы
Вопрос, как спаять пластиковые трубы, с одной стороны простой, он все же имеет некоторые нюансы, знание о которых позволит проделать качественную и надежную установку. Так, к примеру, внутренний диаметр не разогретого фитинга должен быть меньшим наружного диаметра спаиваемой трубы. Если в холодный фитинг свободно заходит не разогретая труба, такая деталь считается браком и ее не следует использовать.
|
Диаметр труб, мм |
Ширина свариваемого пояса, мм |
Время нагрева деталей, сек |
Время соединения, сек |
Время остывания пайки, мин |
|
20 |
14-16 |
6 |
4 |
2 |
|
25 |
15-18 |
7 |
4 |
2 |
|
32 |
16-21 |
8 |
6 |
4 |
|
40 |
18-22 |
12 |
6 |
4 |
|
50 |
20-25 |
18 |
6 |
4 |
|
63 |
24-28 |
24 |
8 |
6 |
Если все будет сделано правильно, то на фитинге, в месте сварки будет иметься равномерный наплыв. В случае если такового не будет, значит, пайка была произведена неправильно, а поэтому надежность конструкции подвержена сомнению. Лучше всего перед тем, как производить сварку пластиковых труб, несколько раз потренироваться. Такой подход позволит набраться некоторого опыта и навыков, чтобы в дальнейшем правильно и качественно паять полипропиленовые трубы в Херсоне.
В случае если такового не будет, значит, пайка была произведена неправильно, а поэтому надежность конструкции подвержена сомнению. Лучше всего перед тем, как производить сварку пластиковых труб, несколько раз потренироваться. Такой подход позволит набраться некоторого опыта и навыков, чтобы в дальнейшем правильно и качественно паять полипропиленовые трубы в Херсоне.
Пайка труб из полипропилена без специального оборудования
Пайка труб из полипропилена – это такая операция, которую иногда приходится производить в собственном доме своими руками. Специально покупать для этого сварочный аппарат вовсе не целесообразно. Поэтому многие пытаются отыскать такую инструкцию, такие методы, которые избавили бы их от дорогостоящего приобретения. Сегодня мы намерены предложить такой способ, который вполне применим в домашних условиях и не требует совершенно никакого специального оборудования.
Максимум информации о полипропиленовых трубах и способах их сварки вы можете почерпнуть из нашей статьи, полностью посвященной этой теме.

Пайка труб из пропилена небольшого диаметра своими руками
Речь пойдет о таких трубах, которые чаще всего применяются при разводке внутри дома, т.е. о трубах диаметром 20 мм. Допустим, нам требуется произвести спайку трубы и примыкающего к нему углового фитинга.
Пайка труб из пропилена такого диаметра без труда может быть произведена, если под рукой имеется какой-то безопасный источник огня, каким может являться, например, вот такая миниатюрная газовая горелка.
По существующим регламентам и для обеспечения необходимого качества соединения труба должна заходить в фитинг на 14 мм. Чтобы не произошло нарушения данного норматива, целесообразно заранее отмерить это расстояние от края трубы и карандашом поставить метку.
Сделав это, можно приступать к глубокому разогреву спаиваемых элементов. Фитинг, естественно, должен разогреваться изнутри.
Разогрев конца трубы производится снаружи.
Когда обе детали хорошенько разогреты, их можно вставлять друг в друга.
Вставляя трубу, следует ориентироваться на нанесенную ранее карандашную метку, которая должна оказаться точно по краю фитинга.
После этого выполненное соединение следует охладить, не подвергая его никаким внешним воздействиям. Охлажденное место спайки будет очень прочным и ни в коей мере не уступит по прочности тем соединениям, которые обычно производятся с помощью специальных сварочных аппаратов, о которых мы уже рассказывали. В этом можно убедиться, разрезав только что выполненное место спайки.
Как видно на приведенном выше фото, место стыка трубы и фитинга является совершенно монолитным, и такую трубу можно без малейшей опаски включать в состав домашней системы водоснабжения.
Итак, если вам необходима пайка труб из полипропилена, вы без труда сумеете выполнить эту работу своими силами, не приобретая для этого никаких специальных инструментов. Для этого достаточно лишь взять себе на заметку приведенную нами рекомендацию.
Автор статьи: Сергей Минеев
Я вкладываю в написанные мной материалы всю свою душу и все свои знания в надежде, что это будет полезно посетителям нашего сайта. Буду очень признателен всем, кто решит написать свое мнение о моей работе, свои замечания и предложения в форме для комментариев, имеющейся после каждой из опубликованных мной статей.
Буду очень признателен всем, кто решит написать свое мнение о моей работе, свои замечания и предложения в форме для комментариев, имеющейся после каждой из опубликованных мной статей.
Как паять полипропиленовые трубы в труднодоступных местах
На чтение 5 мин. Просмотров 1.5k. Опубликовано Обновлено
Многим кажется, что ремонтировать конструкции из полипропилена – это несложно. Но так происходит ровно до тех пор, пока ремонт и пайку полипропиленовых труб не потребуется провести в труднодоступных местах. Набор инструментов и знаний позволят решить эту задачу.
Как ремонтировать полипропилен в труднодоступных местах
Понадобится паяльник, или как его еще называют утюг с насадками. Существует мнение, что при ремонте трубопровода в труднодоступном месте снимается весь узел. Но можно заменить именно ту часть, которая имеет повреждения.
Работы с ПП не такие сложные, как кажется на первый взгляд. Но проблемы возникают, когда пайка труб происходит в труднодоступных местах. В них нет достаточного пространства. Здесь прибегают к различным хитростям.
- Поверхность необходимо обезжирить. Сделать это можно раствором. Тряпкой или салфеткой такой раствор наносится на поверхность. Затем, когда он подсыхает, можно переходить к следующим действиям.
- Паяльник необходимо разогреть заранее.
 Рабочая температура составляет 260 градусов. Хорошие приборы, которые дорого стоят, очень быстро достигают такой температуры. Буквально за пять минут. Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки.
Рабочая температура составляет 260 градусов. Хорошие приборы, которые дорого стоят, очень быстро достигают такой температуры. Буквально за пять минут. Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки. - Когда инструмент разогрет, вставляется конец трубопровода и фитинга одновременно в насадки. После нагрева происходит их стыковка. Какое-то время нужно подождать, чтобы все «схватилось».
- Таким же образом спаиваем все остальное. Бывают ситуации, когда нет возможности нагреть оба края одновременно. Тогда берем внутренний фитинг, и нагреваем его подольше.
Бывает так, что необходимо заменить участок повреждения. Тогда его предварительно вырезают секаторами ножницами. Сделать это можно следующим образом:
- Перекрывается вода, которая подается на поврежденную территорию. Кран для перекрытия всегда есть. А в современных системах водоснабжения перекрывается каждый участок.
- Секаторами ровно, под углом 90 градусов срезаются повреждения.
Технология пайки электро муфтой
Способ применим для конструкций, диаметр которых начинается от 20 мм и выше. Перед началом проводятся подготовительные работы. Затем поверхность зачищается от жира и грязи и происходит непосредственно сварка.
Весь процесс состоит из этапов:
- Проверка оборудования. Перед началом работы проверяется исправность, чтобы неисправности не обнаружились во время сварочных работ.

- Подготовить все инструменты и рабочую площадь.
- Ровно отрезать концы. Обрезка концов трубопровода должна производиться строго под углом 90%.
- Свариваемые края трубопроводов должны быть обезжирены. Сделать это можно с помощью влажных безворсовых салфеток, уайт-спирита, растворителя. Перед свариванием необходимо дождаться пока обезжиривающее вещество испарится. Удалить необходимо и лишний оксидный слой, снять необходимые фаски.
- При сильной деформации, убирается овальность с краев. Делается это гидравлическими зажимами.
- Детали зажимаются в позиционере. Это придает им устойчивость. При охлаждении движение исключено, значит, обеспечено ровная спайка друг с другом.
- Сварка электро муфтой.
- Охлаждение сваренного.
- Снятие всех креплений и протирка от грязи. Возможно зачистка торчащих частей материала.
Переходная муфта американка
Придуманный в США классический фитинг с гайкой называется «американка». У него есть много преимуществ. Главное из них это, что для работы с ним не требуется много пространства. Поэтому на сложных участках при работе с полипропиленовой трубой используйте американку.
Какие у нее преимущества перед другими?
- Легко устанавливается, снимается, можно оперативно с ее помощью перекрывать участки для частичной замены.
- Обеспечивает хорошую герметичность.
- Возможна установка таких фитингов в труднодоступных местах.
У американок много разновидностей, они отличаются не только размером. Бывают фитинги с наружной, внутренней резьбой, смешанные. Могут быть изготовлены американки из разного материала. Такие изделия делаются из латуни, стали, других металлов. В одном изделии могут применяться разные металлы.
Изделия по назначению могут отличаться. Бывают муфты представляющие собой двухсторонний фитинг. Изготавливают тройники, крестовины, заглушки, переходники разного диаметра.
Как устранить протечку труб самостоятельно
При обнаружении протечки многие пытаются выполнить самостоятельный ремонт этой протечки полипропиленовой трубы. В основном возникают неисправности следующего характера:
В основном возникают неисправности следующего характера:
- Износ прокладок. В результате появляется течь. Замена прокладки помогает ее устранению.
- Нарушение герметичности. Если соединение резьбовое, то самостоятельно заменить его будет несложно. Достаточно приобрести в магазине сантехники такую же деталь и поменять ее.
- Спайка узла на весу – В этом случае можно применить такой нехитрый прием: нагреть паяльник, отсоединить насадку, с помощью разводного ключа горячую насадку одеть на трубу.
 Далее снять насадку и произвести соединения.
Далее снять насадку и произвести соединения. - Установка готового спаянного узла – Бывает что нужно спаять узел на месте нет возможности, и тогда спаиваем требуемую деталь. А уже после заменяем им повреждённый участок трубы.
Труба под напором
Иногда требуется устранить течь полипропиленовой трубы под давлением воды. Не всегда будет возможность перекрыть подачу воды. Итак, чиним стык ПП в водопроводной или отопительной системе под напором. Есть несколько способов. Сначала следует указать наиболее эффективные.
- Установка хомута. На повреждения накладывается резиновое уплотнение и стягивается хомутами.
- Специальный клей. Современные технологии помогают в решение этой проблемы. Клей быстро схватывается, если есть возможность, можно им воспользоваться.
- Небольшие течи устраняют вкручиванием самореза с резиновой прокладкой.
- Бинт, пропитанный цементом, накладывается на повреждения. Сверху все замазывается раствором.
 Подойдет такой способ для устранения небольшой течи.
Подойдет такой способ для устранения небольшой течи.
Труба без напора
Для ремонта без напора воды, может потребоваться замена. Делается это путем установки резьбовым соединением нового механизма, либо пайкой. При спаивании их концы и поверхности насадок обрабатываются обезжиривателем.
После того, как обнаружилась течь, вода перекрывается. В современных системах водоснабжения есть возможность перекрывать отдельные участки. Далее ремонтируем стык в безнапорной системе.
- Отсоединяем повреждения.
- Если можно заменить в нем какую-то деталь, это будет идеальный вариант, меняем.
- При невозможности замены приобретается и собирается другая.
- Затем монтируем уже исправленное.
Современные технологии позволяют смонтировать сложные и гибкие в использовании системы водоснабжения. И если раньше ими занимались только специалисты, то сейчас азы доступны любому непосвященному человеку. Ведь процесс такой сборки и ремонта со временем автоматизируется.
сварочный аппарат для полипропиленовых труб, нюансы процесса сварки, видеоинструкция сварки труб из пластика
На сегодняшний день пластиковые трубы полностью вытеснили из рынка металлические и чугунные трубы. Основные превосходства пластика это отсутствие коррозии, длительный срок эксплуатации, простой монтаж. Их отличительная особенность также довольно низкая цена по сравнению с аналогами. Такие трубы не теряют свою прочность с годами, а также очень удобно то, что всегда можно легко исправить некачественное соединение с помощью муфт.
Когда приходит время менять старые ржавые трубы на новые пластиковые, задумываешься, как их крепить и соединять между собой. Прошли те времена, когда вызывали сантехников, для замены водопровода, канализации или отопления в доме. С пластиковыми трубами даже тот, кто не имеет навыков в работе с сантехникой, может с лёгкостью поменять водопровод самостоятельно. Необходимо только изучить основы работы и придерживаться определенных правил монтажа и дальнейшей эксплуатации.
Необходимые материалы и инструменты
Итак, вам понадобятся:
- муфты соединительные;
- трубы полипропиленовые;
- выходы с металлической резьбой МРВ и МРН;
- уголки на 45 и 90 градусов;
- специальные ножницы для пластика;
- клипсы, которые крепят трубы к стене;
- паяльник;
- рулетка и карандаш;
- герметик;
- лён (для лучшего соединения фитингов).
Если не занимаетесь профессионально прокладыванием пластиковых труб, а планируете всего лишь замену своих, то покупка паяльника может стать совершенно ненужной.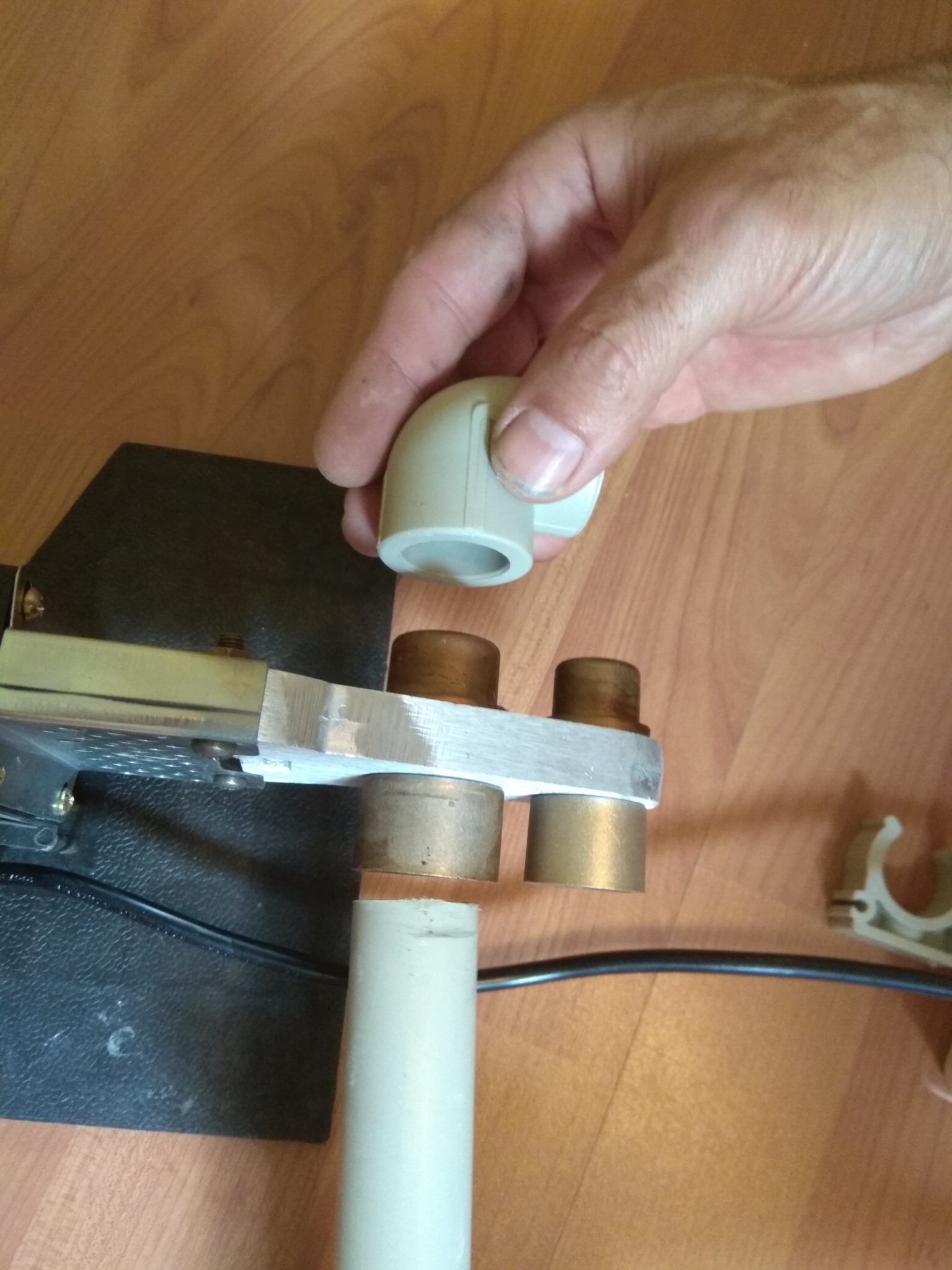 В этом случае выходом будет просто взять сварочный аппарат в аренду. Это можно сделать там же, где вы будете приобретать трубы для работы.
В этом случае выходом будет просто взять сварочный аппарат в аренду. Это можно сделать там же, где вы будете приобретать трубы для работы.
Прежде, чем приступить к пайке пластиковых труб, необходимо знать их классификацию и параметры. На рынке существует четыре вида пластиковых труб:
- PN 10— тонкостенная труба (рабочее давление составляет 1 МПа). Наиболее подходящий материал для водяного теплого пола(+45° С) и холодного водовода (до + 20° С).
- PN 16 — применяется в отопительных системах с невысоким давлением и для водопровода холодной воды.
- PN 20— универсальная труба (рабочее давление 2МПа). Применяется в системе водопровода холодной и горячей воды (+80° С).
- PN 25— труба армированная алюминиевой фольгой (рабочее давление 2,5 МПа. Используется в отопительных системах и водопроводе с высокой температурой (+95° С).
Процесс сварки пластиковых труб
Основные этапы:
- Включаем сварочный аппарат.
 При включении индикатор на кнопке должен светиться. Затем сварочный аппарат должен нагреться. Время нагрева составляет обычно 10−30 минут, это зависит от окружающей температуры. Можно приступать к работе, когда аппарат нагреется до 260 градусов. Если сварочным аппаратом работают впервые, нужно подождать ещё 5 минут после нагрева, а потом начинать работу.
При включении индикатор на кнопке должен светиться. Затем сварочный аппарат должен нагреться. Время нагрева составляет обычно 10−30 минут, это зависит от окружающей температуры. Можно приступать к работе, когда аппарат нагреется до 260 градусов. Если сварочным аппаратом работают впервые, нужно подождать ещё 5 минут после нагрева, а потом начинать работу. - Одновременно вставить трубу и фитинг в сварочную насадку по одной оси. Нагреваем аппарат до температуры указанной в таблице (в зависимости от диаметра трубы).
- После того, как нагрелся фитинг и труба, вынимают их из сварочного аппарата и сразу же соединяют их. Необходимо удерживать детали неподвижно на протяжении указанного времени.
- Когда место сварки остыло, детали готовы к применению.
Данное соединение очень прочное и герметичное, может выдержать любую степень давления.
Сварочный аппарат состоит из терморегулятора, ручки и нагревательной плиты.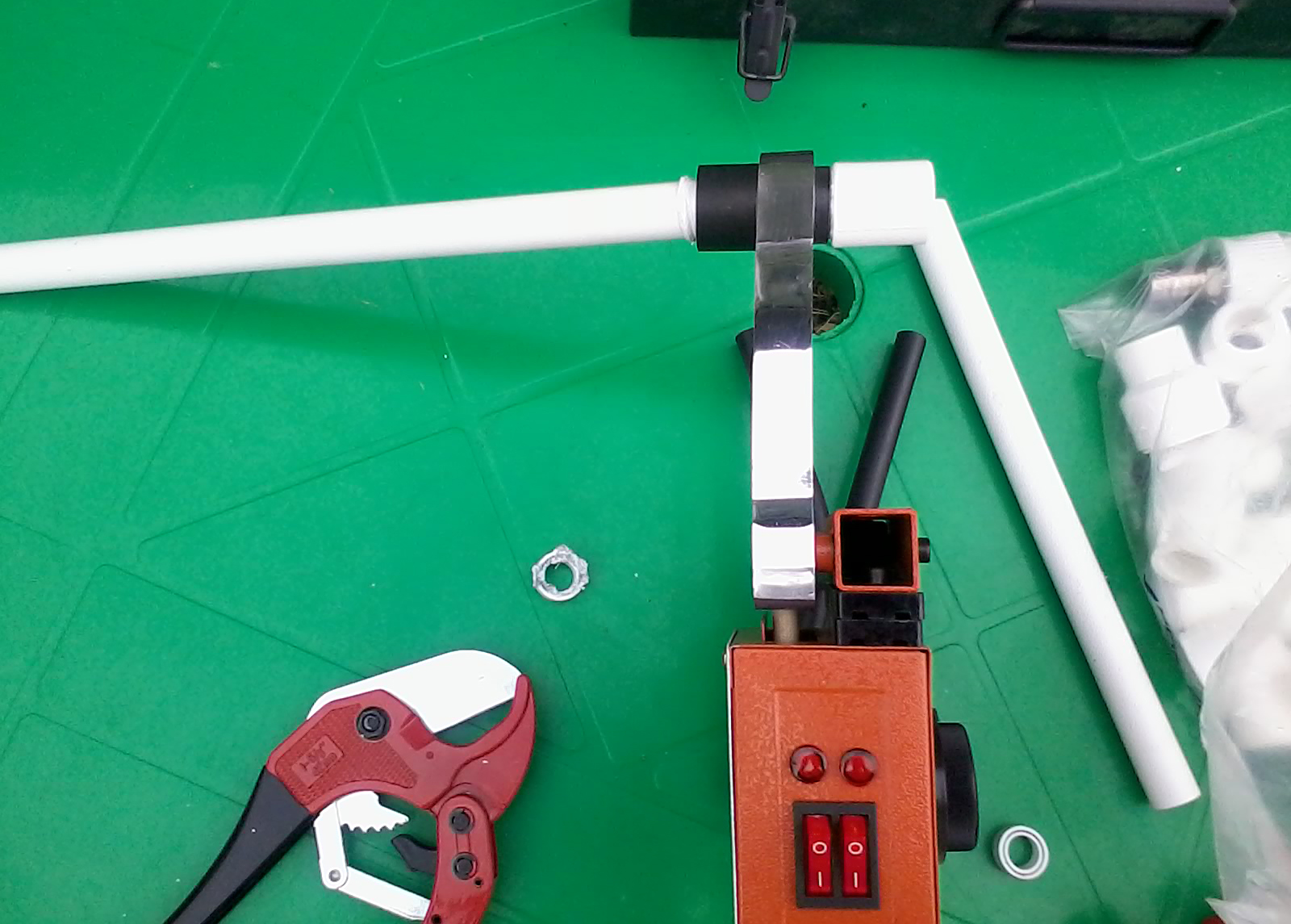 В нагревательной плите имеются два отверстия, в них вставляются трубы и производится сварка элементов. Насадки сварочного аппарата отличаются, потому что во время сварки применяют трубу и фитинг, которые различны по диаметру.
В нагревательной плите имеются два отверстия, в них вставляются трубы и производится сварка элементов. Насадки сварочного аппарата отличаются, потому что во время сварки применяют трубу и фитинг, которые различны по диаметру.
Наиболее распространенные трубы с внешним диаметром 32 и 20 мм. Их применяют в водопроводных и отопительных системах. На каждой пластиковой трубе имеется маркировка о диаметре. В комплект аппарата для сварки пластиковых труб входит четыре пары сварных элементов, с помощью них можно крепить трубы с различным диаметром (от 20-ти до 40 мм). Такой сварочный аппарат невозможно изготовить самому, потому что его детали покрыты тефлоновым напылением. Конечно, можно выточить некоторые детали на станке, но без тефлонового покрытия пластик при нагревании прилипает к металлу.
Правила сварки труб из пластика
- Обезжиривание поверхностей свариваемых деталей, является очень важным требованием, которое иногда не соблюдается.
Значительно ниже будет качество сварки, если не провести обезжиривание. Перед началом процесса внутреннюю поверхность фитинга и торец трубы необходимо протереть спиртом. Это способствует лучшей адгезии поверхностей, а также удаляет мелкие частицы и пыль. Перед установкой насадки также осматривают и обрабатывают поверхности спиртом. Если необходимо удаляют лишний расплавленный пластик, это следует делать очень осторожно, чтобы не повредить тефлоновое покрытие.
- Не мало важным моментом является разметка, так как необходимо точно определить глубину посадки пластиковой трубы. У фитингов разного диаметра различная глубина посадки. Поэтому перед сваркой пластиковых труб измеряют глубину с помощью линейки или штангенциркуля. Если не сделать измерения можно ввести трубу в соединяемую деталь глубже, чем требуется. Может произойти запайка трубы или сузится сечение проходного отверстия.
- Опытные сантехники могут определить глубину на глаз.
 Разметка довольно хлопотное и длительное занятие. Для того чтобы сэкономить время и облегчить замер, можно изготовить специальное приспособление. Его делают из трубы большего диаметра. Например, для трубы диаметром 20 мм, подойдёт отрезок трубы 32 мм. У трубы 20 мм в диаметре глубина посадки составляет 15 мм, от трубы диаметром 32 мм отрезаем кольцо шириной 15 мм. Таким кольцом можно точно делать разметку. Это приспособление очень удобно, когда соединяют большое количество сварных элементов. К кольцу можно припаять или приклеить пластиковое дно для большего удобства. Эти кольца используют для всех видом труб, кроме трубы, у которой диаметр больше 32 мм.
Разметка довольно хлопотное и длительное занятие. Для того чтобы сэкономить время и облегчить замер, можно изготовить специальное приспособление. Его делают из трубы большего диаметра. Например, для трубы диаметром 20 мм, подойдёт отрезок трубы 32 мм. У трубы 20 мм в диаметре глубина посадки составляет 15 мм, от трубы диаметром 32 мм отрезаем кольцо шириной 15 мм. Таким кольцом можно точно делать разметку. Это приспособление очень удобно, когда соединяют большое количество сварных элементов. К кольцу можно припаять или приклеить пластиковое дно для большего удобства. Эти кольца используют для всех видом труб, кроме трубы, у которой диаметр больше 32 мм.
Как правило, пайкой пластиковых труб занимается один человек на ровной и твердой поверхности — на полу или на столе. Но иногда при сборке трубопровода требуется ещё один человек. При сварке обычно один человек держит сварочный аппарат, а другой соединяет трубу и фитинг. Сначала соединяют с горячими насадками, а потом между собой. Одному человеку тяжело быстро снять и трубу, и фитинг. Один элемент может остаться в аппарате, а чтобы этого не произошло, помощник должен быстро помочь с извлечением.
Во время сварки пластиковых труб нужно действовать очень быстро. Следует соблюдать время нагрева соединяемых элементов. Для каждого диаметра индивидуальное время нагрева.
Таблица времени сварки
| Наружный диаметр трубы (мм) | Время нагревания (сек.) | Время соединения (сек.) | Время охлаждения (мин.) |
| 16 | 5 | 4 | 2 |
| 20 | 7 | ||
| 25 | 7 | ||
| 32 | 8 | 6 | 4 |
| 40 | 12 | ||
| 50 | 18 | ||
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
Эксплуатация сварочного аппарата
Аппарат для сварки пластиковых труб фактически самый важный инструмент в данном виде работ. Поэтому его правильное хранение и использование крайне важны. Чтобы продлить срок эксплуатации сварочного аппарата, следует соблюдать некоторые правила:
- Насадки сварочного аппарата покрыты тефлоном, что препятствует образованию нагара. После каждой операции с помощью деревянной лопатки следует удалить остатки пластика и нагара. Когда аппарат остыл остатки пластика удалять нельзя, так как можно деформировать или повредить тефлоновое покрытие, что приведёт к поломке устройства.
- Первое сваривание производят через 5 минут после того, как аппарат был разогрет. С трубы (PN 25) следует снять два внешних слоя: полипропилена и алюминия, с помощью шейвера, и только после этого можно проводить сварку.
- Работать аппаратом для сварки пластиковых труб можно только при окружающей температуре выше 0 °C.
- Во время сварки труб после их соединения не рекомендуется прокручивать или смещать детали в период остывания. Выполнять все соединения нужно быстро, уверенно, располагая детали в одной оси. Если же соединение было сделано не качественно, нужно отрезать место сварки и повторно произвести сваривание.
Следуя вышесказанному можно резюмировать, что пайка пластиковых труб не представляет собой особых сложностей. Достаточно придерживаться всех правил монтажа, и вы гарантированно получите комфортную и надежную работу вашей системы водоснабжения или отопления.
Видео сварки пластиковых труб
Оцените статью: Поделитесь с друзьями!При какой температуре паять полипропиленовые трубы
От того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Правильный подбор показателей будет способствовать повышению надёжности мест стыков. Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше.
Типы полипропилена и его особенности
В ходе изготовления полипропиленовых труб могут использоваться различные типы полимеров. Каждый из них подходит для эксплуатации в определённом температурном режиме. Это может быть:
- PN10. Выдерживает температуру не выше +40 °C, поэтому изделия из него предназначены лишь для трубопроводов холодного водоснабжения.
- PN16. Используется в сетях с температурным режимом до +60 °C.
- PN20. Является универсальным типом, подходящим для прокладки труб как холодного, так и горячего водоснабжения. Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.
- PN25. Может использоваться в условиях продолжительного воздействия температуры свыше +95 °C.
При несоблюдении вышеуказанных требований и температуры пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим. Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода.
Диаметр полипропиленовых трубДиаметр труб подбирается исходя из текущих требований и гидравлических расчётов. Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
Цветные полипропиленовые трубыРазличие труб по цвету никак не говорит об их технических характеристиках. Но наличие цветных полос даёт полезную информацию, помогающую не перепутать различные марки изделия при проведении монтажа: синяя полоска говорит о том, что труба предназначена только для холодного водоснабжения, красная – подходит и для горячего. Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную.
Пайка полипропиленовых труб
В ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
Неправильная пайка полипропиленовых трубВнимание! Лучше паять строго указанное время, иначе излишний перегрев изделий повлияет также пагубно, как и недогрев. Детали деформируются, повреждается их геометрия, на внутренней стороне швов образуются наплывы. Последнее приводит к тому, что на месте стыка диаметр трубы уменьшается, а это серьёзно сказывается в дальнейшем на напоре воды.
Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра. Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
При какой температуре паять полипропиленовые трубы
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
Советы по сварке полипропиленовых труб
Мы закончили монтаж своего водопровода из полипропилена, а также провели наглядные натурные испытания на прочность и качество сварки. Теперь можем, исходя из своего практического опыта, давать советы по сварке полипропиленовых труб своими руками, как не допустить ошибок в данной технологии и подробно описать все этапы работ по самостоятельному монтажу водопровода из полипропилена.
Как и зачем размечать полипропиленовые трубы перед сваркой
Первый вопрос, который появляется перед нами: сколько нужно отрезать от трубы. чтобы верно спаять первый же участок? Ведь в конце концов отрезок трубы уменьшится на расстояние сварки. Для этого смотрим в инструкцию или измеряем парную насадку на инструменте. Для разного диаметра труб это расстояние разное. Например, в нашем случае, для 20 мм трубы это расстояние 14,5 мм, для трубы 32 мм – 18 мм соответственно.
Далее перед сваркой каждой детали полипропиленового водопровода непременно наносилась разметка. Для этого даже был выполнен шаблон, чтобы постоянно не измерять трубу. Действительно, после применения предварительной разметки повысилась повторяемость сварки. Одинаковыми соединения стали не только по внешнему виду, но и усилия на одевание и снятие заготовок с разогретой насадки стали более предсказуемыми.
Возможные погрешности при сварке полипропиленовых труб
Во время монтажа своего водопровода мы столкнулись с несколькими проблемами, которые к счастью оказались не такими уж серьезными, тем не менее написать о них нужно. Первая беда – неперпендикулярные соединения. С механической точки зрения, неидеальная стыковка под 90 градусов не влияет на надежность сварки. Это скорее вызывает некоторое неудобство при стыковке протяженных участков и эстетически смотрится не аккуратно. Но нам все равно закрывать всю эту красоту декоративными коробами из гипсокартона, поэтому просто признаем, что без опыта ровно не получится. С этим можно бороться большим число повторений или просто смириться.
Второй камень преткновения – внешний вид соединения труба-фитинг. В интернете все спорят о том, сколько слоев наплывающего пластика должно быть в месте соединения фитинга и трубы: один или два. Одни считают наличие таких колец критерием качественной сварки, другие, напротив, видят в «двойном подбородке» из выпирающей полипропиленовой массы непрофессионализм.
Ответственно могу заявить, что на качество сварки это ни как не влияет – все эти кольца, валики и прочие аномалии, лишь побочное косметическое проявление. Один или два слоя выпучится наружу, значения не имеет – труба от этого в месте соединения не развалится. И у меня, первое время, всегда получалось по-разному, но потом я нащупал секрет получения одного слоя. Все просто: один слой снимается с трубы, другой выдавливается из фитинга – получаем два не всегда ровных кольца.
Чтобы получить эстетически красивое соединение с минимумом излишков полипропиленовой массы предлагаю сделать следующим образом. Перед нагревом, проставить на трубе помимо основной еще одну метку. Она должна быть нанесена чуть раньше глубины взаимодействия трубы и фитинга, вторую же метку нанести на прежнем месте. Разогрев трубы производить до первой дополнительной метки, а при соединении, вводить трубу до второй основной метки. Таким образом, во время соединения, лишний пластик окажется лишь со стороны фитинга. Образуется всего одно небольшое кольцо в месте соединения. Мы как бы совсем чуть чуть недоразогреваем трубу, но полностью разогреваем фитинг. Хотя лично мне все равно как выглядит соединение, по мне главное – это надежность, а эстетику будем наводить за счет кафеля.
Наш коллектор непростой: мало того, что применяются переходные или редукционные тройники, конструкция растянута в нише между помещениями. То есть для выполнения монтажа с инструментом ни как не подлезть. Поэтому решено выполнять монтаж крупно узловыми участками, а потом стыковать в удобном месте. Особенность нашего коллектора еще и в том, что нужно учесть горизонтальные отводы для запитывания потребителей в разных помещениях. Трубы нужно прокладывать таким образом, чтобы не выйти за конструкцию короба, закрывающего инсталляцию для унитаза и биде.
Не обойтись при монтаже без фиксации конструкции. Для полипропилена существуют замечательные пластиковые держатели, в которые трубы легко защелкиваются. Так как наша конструкция очень не простая, приходилось по нескольку раз примеряться. Самыми неудобными для монтажа стали места установки фильтров для воды. С одной стороны оба фильтра нужно надежно закрепить, а с другой обеспечить легкий доступ для обслуживания. Так как не хватает расстояния для установки двух фильтров, кран для слива пришлось установить через угольник.
Ошибки при монтаже полипропиленовых труб
Вблизи конечных потребителей воды трубы заканчиваются муфтами с наружной резьбой. Это правило действует везде, кроме смесителя для ванной, так как тут требуются муфты с внутренней резьбой. Затем накручивается эксцентрик и устанавливается смеситель. Перед закупкой фитингов для ванной, я посмотрел, как сделали у соседей наемные сантехники, и купил оконечные муфты с наружной резьбой. Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Вдоль стен в наших санузлах запланированы короба, прикрывающие трубы. Как видно на фотографии, фитинг с резьбой выбран угловой, чтобы уменьшить число соединений. Ведь чем меньше швов, тем пропорционально меньше вероятность того, что они в один прекрасный день они разойдутся. Вот по примеру стенда в магазине и совершалась закупка фитингов. На практике монтаж полипропилена не составил труда, однако, при сооружении короба возникли проблемы. Слишком уж маленькое расстояние от трубы до резьбы оказывается после облицовки короба плиткой.
Во время соединения полипропиленовых труб с фитингом еще остается некоторое время для корректировки положения трубы относительно фитинга. Это время достаточно ограниченное всего пару секунд. Именно в тех случаях, когда монтажник увлечется вылавливанием миллиметров и перпендикуляров, может ухудшится прочность шва. Так что я настоятельно рекомендую сократить до минимума это время на исправление неточностей. Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Другой враг при сварке труб из пропилена – перегрев материала. Сварка полипропилена похожа на пайку меди свинцово-оловянным припоем, там тоже целое искусство найти нужные температуру и время взаимодействия материалов. Перегретый пластик меняет свои физико-химические свойства, а также, при перегреве, меняются геометрические размеры деталей и площадь соединения уменьшается. В результате чего надежность соединения падает. Самое неприятное, что последствия такого неаккуратного шва могут проявиться не сразу. Но самые опасные враги полипропилена – грязь, вода в месте соединения и поспешность во время монтажа. Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
Кроме организационных проблем и ошибок при проектировке, монтаж полипропиленовых труб не составит труда для любого человека. В наших силах повлиять и на температуру и на время соединения, так что нужна лишь внимательность и аккуратность.
Как спаять полипропиленовые трубы на стене
Вставлять пропиленовые трубы в паяльник довольно таки тяжело, но вытаскивать проще.
Идем дальше. Вот таким вот образом и подготавливается определенный участок водопровода без всяких напрягов на столе, и только потом соединяется по месту. А теперь данную деталь я могу спаивать с основным водопроводом.
Достаточно неудобно в таких вот ситуациях, но деваться некуда. В этом деле приходится выкручиваться по-разному. Как мы говорили ранее, чтобы спаять деталь у нас есть 4 секунды. Точнее на их перестановку и соединение после нагревания их на аппарате.
Ну вот. Теперь можно сказать, что данный участок водопровода завершен.
Правила и советы
В первую очередь это конечно же касается новичков. Когда вы подготовили какой-то определенный участок водопровода на столе и вам его нужно спаять с трубой, которая уже закреплена и расположена на стене. В предварительно закрепленные клипсы на стене можно вставить трубу. В таком случае труба легко перемещается взад и вперед. Затем нам нужно разогреть эти два участка паяльником и легким движением вставить трубу в уголок.
При монтаже труб такая небольшая уловка. И уж тем более, когда вы работаете один, хоть и ненамного, но все-таки облегчит вам ваш труд. Кстати, еще раз повторюсь для новичков: всегда отмечайте участок от конца трубы в 15 миллиметров. Чтобы, когда вы вставляете детали друг в друга, вы могли визуально ориентироваться по данной метке.
Вот в такой нелепой ситуации – сначала нужно подготовить данный участок водопровода. Придется впаять в воду розетку, а уже потом через данный тройник паять уже остальной участок водопровода. При работе с полипропиленовыми трубами на стене, непосредственно по месту – трубу, расположенную на стене, нужно сначала освободить от клипс, чтобы вам было удобнее производить монтаж.
Как я уже упоминал ранее, поставили метку на спаиваемую глубину и поставили метку, чтобы можно было центровать вставляемую деталь по соотношению друг к другу.
Когда вы будете соединять два участка водопровода, и один из участков висит вот таким образом, в полете, не помешает что-нибудь подложить снизу. Так как когда вы будете надавливать паяльником на данный участок трубы – будет давление и он будет отгибаться. То есть не помешает что-нибудь положить к низу. Так как не забываем – это все-таки пластмасса.
Вот таким вот образом я сразу и защелкнул, чтобы все застыло. Фиксируем.
Отмеряв основную длину от муфты до уголка, прибавляем еще по 15 миллиметров с той и, с другой стороны. И только затем отрезаем требуемую длину трубы.
Вряд ли вам будет что-то видно, но все попытаюсь показать. Сразу щелкаем деталь и фиксируем.
Все права на видео принадлежат: Ремонт своими руками
Мой Сити
Мой Сити перейти к содержанию- Hur man rengör och stek kambal
- Алиса, där jag är — bestämma min plats
- Varför hustrun ger inte sin man — vad man ska göra om fruen integer
- Дракон Эндерэгг
- Hur man gör möbler för dockor, material, inredning, enkla verkstäder
- Översätt en decimalfraktion i en vanlig fraktion
- Varför det är omöjligt att äta for natten: Fördelarna och skadan på sen middag
- Top bättre medel för hosta.Бетыг ав эффекта оч биллига хоста дрогер 2019
- Mängden minne 1 GB или нет mycket?
- Hemligheter av perfekt älskarinna
- 13 Bästa lampor h5 — Betyg 2021 — Topp 13
- Vad ska man göra om iPhone tappas i vattnet: torrt eller attribut for att reparera
- Hur man gör en bra trådvridning «Webbplats for elektriker — Tips, Exempel, Scheman Схема
- Hur man bygger ett в Excel enligt bordet — Excel Hack
- terställ fjärrfiler на Android: от enkel до komplex
- Hur man ritar en fasad penna tårta (59 изображений) — lätta masterklasser för att dra tårta
- Figur av celler i bärbara datorer för nybörjare — 100 Lungor och små ritningar
- Stående tecknade grunder.Дозатор оч винклар.
- Betalningssystem hjälper.
- Hur man väljer en hemlighet på hjulen av expertråd
- Hur man vindar ditt hår hemma: Hur man gör Curls Girl för en matinee och en annan semester, liksom det säkra att fixa håret hos barn
- Steg-för-steg-handbok for att konfigurera digital-tv.
- Hur man väger mjölet. Vägrande mjöl utan vikter med en glassked. Видео Hur Man Mäter Mjöl Och än Steg Bypass foto
- Hur man beräknar summan av vissa celler i Excel.Белопп Формель, Funktionsbelopp, Avosumma i Excel
- 100 söta och lätta frisyrer med steg-för-steg-Instruktioner
- Hur man väljer Kinder Surprise Обложка: Hur man hittar den önskade leksaken och ta reda på vilken typ av kinder med en seriell leksak
- Таблетчик Preventivt: Hur man väljer och tar
- Allt du ville veta om tamponger
- Vi gör en natal karta utan астролог!
- Hemlagad diskågverk med motor: Monteringsteknik, Schema, Video
- Justera plastfönster själv med egna händer — myProfNastil
- Hur man kommer ut ur svart hår i en blondin, блондин, med tvätt
- Minska aptit: Симптом, скел, поведение
- Загрузчик верхнего уровня (загрузчик) для Android.Это загрузчик или загрузчик с фабричным обновлением загрузчика для Android.
- Hur man botar brännskador beroende på graden av skada
- Förlängning DMG Hur öppnas? 3 дня
- Baba Jaga kostym Gör det själv — hur man gör karnevaldräkter för barn och vuxna
- Vad är hestaeg och hur man använder dem på sociala nätverk
- Hur man lagar bönor snabbt: Советы и рекомендации
- Hur manffektivt kan gå ner i vikt inom benen — Clinic Dr.Брцевко
- Användbar artikel om EPC for ägare av vag — FamilyService på Drive2
- Så här avbryter du Apple-prenumerationen — Служба поддержки Apple
- Hur man lagar patties в угнен: Bästa рецепт
- Hur man ritar en stjärna — Instruktion Hur vacker att rita en jämn stjärna med egna händer (мастер-класс для сарая)
- Hur man vävar ett armband av gummi på en gaffel: Scheman med bilder och video
- Kön och orgasm hos djur.
- Nyckelord: 77 изображений) — Steg-för-steg Простые мастер-классы для att skapa en nyckel
- Som en tjej att erövra en man och göra det själv.Vad behövs för detta?
- Bra dröm: hur snabbt somnar och sover hårt
- Тарифы Аэрофлота: Расшифровка по бокнингсклассеру
- Hur bli av med löss och Gnid på bara 1 dag: Topp 20 bästa sätt
- Рагу из свинины i tryckkokare — steg-för-steg рецепт с медом для приготовления пищи
- Kontokontroll (UAC) в Windows 7, 8, 10 и Server 2012: Så här inaktiveras du
- Högskolor • Stor rysk encyklopedi — Электронная версия
- Top bättre medel för hosta.Бетыг ав эффекта оч биллига хоста дрогер 2019
- Vad händer om du är uttråkad hemma? 120 гусей для подола
- Hyresferie i samband med Coronavirus: Vad är hyresferie och hur man utfärdar — Nyheter i T,
- De bästa 4 sätten att rulla valnötter och hasselnötter är inte nutocol.
- Все вместе в GTA Online
- ≡ Hur man vinner en mans man? ᐈ Karaktär på tecknet på horoskopet
- Hur man lär sig att mantel: Metoder för att ställa in andelen «R»
- Vad är sanddyner och veganer? Hur bildas de?
- Hur man lagar biffens njurar längs en enkel och förståelig accept?
- Nya videokanalkålkatter, titta på nätet
- «Даг Ике-бога.»Varför räddar folk fredag 13: e?» — Rambler / Nyheter
- Hur man sätter bakgrunden i stime i profilen: инструкция
- Narkotiska förgiftning, symtom
- Burning Bake med egna händer: Мастер-класс по приготовлению
- Айран — egenskaper, fördelar, skada, kalori, näringsvärde, витамин
- Фото со стока — 70 Фото из полных фотографий с видео
- Кольский полуостров — Sevärdheter som ser vart man ska åka
- Byggande av ljusa aeroser med egna händer för vinterfiske
- Мастер-класс «Mamina Treasure» Steg for steg: Box med foton och video
- Vad är bättre att välja: Parktronic eller bakifrån kamera?
- Vad är bättre: diesel eller bensin? Vilken bil väljer
- Hur man lär sig att prata vackert
- Hur man blir polis в GTA 5, spelar en polis в GTA 5
- De främsta orsakerna till snabb batteriladdning
- Установщик Kali Linux на
- Vi gör en slutsåg med egna händer
- Vad är OTA-uppdateringar och vad behövs de för?
- Торт «Медовик» — steg-för-steg рецепт med bilder på kocken.ru
- Instruktioner, hur man ansluter lampan Gör det själv: Steg för steg Guide + изображения от proffs
- Hus gör det själv: Välj billiga material
- Fånga gädda: detaljer om fiske på gädda, årstider, metoder
- Rening av blod av folkmekanismer hemma. Прием и продукт — Jag är frisk! — медиаплатформа mirtessen
- För vilket du behöver ett landskap och vad du ska laga mat i det: Skillnader från stekpannan
- Bonusar på Austin Karta: Kontrollera och använda
- 10 рецептов с вилкен ногон кан клара ав лившиндер
- Hur man lagar en läcker blomkål i en panna — 9 matlagningsrecept
- Vad är arbetet med klockmetoden: Fördelar och lagstiftningsfunktioner
- Går bort — vad är detta ämne och risken för dess användning
- Диск с ручным управлением: Фото, видео и дизайн Beskrivning
- Hur är det skrivet «aldrig» eller «niraza», ponny eller separat?
- Varför är jag ensam: Klassiska Ensamma kvinnliga fel
- Så här slänger du av presentationen på USB-flashenheten — den mest användbara informationen
- «Sade» hur är ordet skrivet korrekt?
- Hur man rengör kammen hemma från hår och smuts (массаж, äkta borstar och andra)
- Så här installerar du Windows på en dator från en flash-enhet — Подробный инструктор
- Prostata.Vad det är, och hur hennes hälsa påverkar herrens Ferrens Ferrens Ferrens * Clinic Diana i St Petersburg
- Metoder for att öppna och skydda Windows PVC от взлома от gatan
Как правильно паять полипропиленовые трубы?
Полипропиленовые трубы постепенно получают самое широкое распространение. На это есть причины. Полипропиленовые трубы и фитинги к ним стоят сравнительно недорого. Соединение штуцера и трубы потом не течет, его можно назвать практически вечным, как и сами трубы.Но важно понимать, как паять полипропиленовые трубы. Помните, что правильная технология — ключ к успеху.
Паяльная техника
Процесс сварки (пайки) прост или невозможен! Полипропилен при термическом нагреве становится эластичным — он переходит в состояние, которое можно сравнить с пластилином. Когда материал остывает, его структура затвердевает. С научной точки зрения этот процесс называется сваркой полиэстера. Когда вы наберетесь опыта пайки полипропиленовых труб, вам это покажется невероятно простым.
Техника пайки
Теперь соляют двумя способами. Муфтовая пайка — это соединение двух труб с помощью специальной муфты или отрезка трубы, имеющего диаметр больше двух свариваемых элементов. Этот метод применяется, если сварные трубы имеют диаметр менее 63 мм.
Прямая пайка — это простое соединение двух смежных поверхностей труб без каких-либо третьих дополнительных элементов. Этот вариант предпочтительнее с точки зрения эстетики, но более сложен с точки зрения производительности.
Для выполнения такой (прямой) пайки опыт. Как паять полипропиленовые трубы? Эти два описанных варианта считаются правильными, у каждого способа есть свои нюансы и особенности. Выбор вы делаете сами, но чаще для бытовых нужд паяют с помощью муфт.
Паяльники
Для пайки любым из вышеперечисленных способов потребуется специальное оборудование, в частности, специальный паяльник. Если вы разбираетесь в конструкции паяльника для полипропиленовых труб, то это «близкий родственник» паяльника.Основная часть устройства — массивный утеплитель. От этого каменки получаются основания для специальных съемных насадок, которые поставляются в комплекте с устройством (металлические заготовки различного диаметра).
Если речь идет о том, как паять полипропиленовые трубы своими руками, то нам подойдет описанный выше паяльник. Он бытовой и подходит для пайки с использованием муфт. Если коснуться промышленной пайки, то для пайки полипропиленовых труб нам понадобится специальный паяльник.Конструктивно такой паяльник дополнительно имеет систему центровки свариваемых элементов.
Паяльники также можно разделить по мощности. Как правило, мощность паяльника существенно влияет на цену паяльника, хотя в ценообразовании устройства есть и другие составляющие.
Порядок сварки
Главное правило: пайка должна производиться с обеспечением хорошей вентиляции помещения. При плавлении полимеров образуются токсичные вещества, если их вдыхать в избытке, то здоровье человека пострадает.Также необходимо иметь защитные перчатки, очки и респиратор. Но, стоит повторить главное правило, которым нельзя пренебрегать. Как паять полипропиленовые трубы с точки зрения безопасности их здоровья? При притоке достаточного количества свежего воздуха!
При какой температуре паять полипропиленовые трубы?
Если вы используете для сварки труб специализированный паяльник, а другие варианты даже нельзя рассматривать, то вам даже не придется задавать вопросы о правильной температуре сварки.Ваш паяльник всегда снабжен зеленым индикатором, когда он горит, можно начинать работу. Если температурный вопрос вам интересен просто для общего развития или ваш паяльник оснащен ручкой для установки температуры пайки, то температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб с них снимаются фаски и эти места обезжириваются.
Время пайки
В вопросах пайки полипропиленовых труб важным фактором является время.Короткое время пайки на паяльнике плохо оплавит элементы, что приведет к плохому соединению. Если перетянуть элементы на паяльнике, они начнут деформироваться и изменить свою структуру, что также не гарантирует качественного соединения.
Если ваша сварная труба имеет диаметр 20 мм, то ее следует подержать на нагретом паяльнике примерно 8 секунд, столько времени потребуется, чтобы приварить элементы друг к другу. Нормой охлаждения в этом случае обычно считается 2 минуты.
Если вы свариваете трубы диаметром 40 мм, то разогреваете их в течение 18 секунд, для качественной сварки нужно удерживать соседние элементы около 20 секунд, время полного остывания в этом случае 5 минут.
Если ваши свариваемые элементы имеют диаметр от 20 мм до 40 мм, то вы можете самостоятельно рассчитать все параметры на основе приведенных нами примеров.
Сварка труб с арматурой
Рассмотрим подробно, как паять армированные полипропиленовые трубы.Здесь главное снять защитный материал. Зачем? Ниже мы уточним. Также следует понимать, что фольга в конструкции трубы (армирующий слой) обязательно требует дополнительного нагрева.
Особенностью пайки таких труб является их увеличенный диаметр, как правило, такие трубы не подходят к бытовым паяльникам. Чтобы решить эту проблему, перед пайкой трубы необходимо очистить. Для этого можно использовать специальную швейную машинку (обрезной станок для полипропиленовых труб), принцип работы немного схожий с точилкой для карандашей.Канализация нужна для снятия внешнего слоя с трубы, резак снимает внутренний слой трубы. Подбирается устройство исходя из расположения армирующего слоя на трубе.
Исключением являются трубы, армированные не алюминием, а стекловолокном. В этом случае все стандартно и без осложнений. Теперь вы знаете, как паять полипропиленовые трубы для отопления, ведь армирующий слой присутствует только в полипропиленовых трубах с целью обогрева.
Типичные ошибки при стыковке труб
Чтобы избежать ошибок, не торопитесь. Есть несколько типичных ошибок, которые допускаются при пайке полипропиленовых труб:
- Осталась жирная пленка на трубе (забыл обезжирить).
- Угол непрямого среза свариваемых элементов (криволинейные поверхности среза).
- Слабая посадка конца трубы внутри фитинга (небольшой опыт работы).
- Недостаточный или слишком продолжительный нагрев паяемых деталей (небольшой опыт работы).
- Некачественное снятие армирующего слоя с трубы (невнимательность).
- Коррекция расположения свариваемых деталей после их первоначального полимерного затвердевания (небольшой опыт работы).
Когда вы знаете достаточно о том, как паять полипропиленовые трубы, этот вопрос больше не кажется вам сложным. Прокладка труб из полипропилена помогает сэкономить не только деньги, но и время. Есть один момент, который многих беспокоит при выборе полипропиленовых труб — это якобы их неэстетичность.Но стоит отметить, что никакие трубы не выглядят привлекательно. Желательно по возможности производить скрытую установку любых трубопроводов.
Как припаять медную трубу в стене: 16 шагов (с иллюстрациями)
Как дела, ребята, добро пожаловать в другую статью. В этой статье / видео я расскажу обо всех процедурах безопасного и правильного выполнения пайки в обычной домашней стене, которая может состоять из электрических проводов, труб, звукоизоляции или других различных материалов.Если вы никогда раньше не паяли, это видео даст вам все, что вам нужно знать, чтобы делать это безопасно и правильно с помощью основных инструментов и материалов, которые вы можете найти в местном хозяйственном магазине.
Кроме того, в статье / видео я покажу вам несколько интересных советов и приемов, которые помогут вам выполнить задание.
Пайка в труднодоступном месте означает, что вы должны принять некоторые необходимые меры предосторожности, которые вам обычно не нужны, например, при пайке на открытом пространстве или возле бетонной стены.В обычной домашней стене могут быть электрические провода, трубы или даже сам деревянный каркас, который может загореться, поэтому мы рассмотрим все эти меры предосторожности позже в этой статье.
Инструменты и материалы, которые я использовал в этом видео:
Труборез AutoCut 1/2 «: https://amzn.to/2Xlyq
Труборез AutoCut 3/4: https://amzn.to/2GZFrkf
Рукоятка с трещоткой AutoCut 1/2 «: https://amzn.to/2GZFrkf
Рукоятка с трещоткой AutoCut 3/4″: https://amzn.to/2GZFrkf
Резак-карандаш: https: // amzn.to / 2GZFrkf
Ручной резак: https://amzn.to/2GZFrkf
Проволочная щетка для фитинга 1/2 «: https://amzn.to/2GZFrkf
Проволочная щетка для фитинга 3/4″: https: // amzn.to/2GZFrkf
Пропан (синий баллон): https://amzn.to/2GZFrkf
Пропеновый газ (желтый баллон): https://amzn.to/2GZFrkf
Бессвинцовый луженый флюс: https : //amzn.to/2GZFrkf
Бессвинцовый флюс (водорастворимый): https://amzn.to/2GZFrkf
Щетки для флюса: https: // amzn.to / 2GZFrkf
Бессвинцовый припой: https://amzn.to/2GZFrkf
Пламегаситель: https://amzn.to/2GZFrkf
Флинт: https://amzn.to/2GZFrkf
колодки: https://amzn.to/2GZFrkfУниверсальный нож: https://amzn.to/2GZFrkf
Развертка для карандашей: https://amzn.to/2GZFrkf
Универсальный инструмент для удаления заусенцев (синий ): https://amzn.to/2GZFrkf
Полипропиленовая труба может похвастаться впечатляющими усовершенствованиями по сравнению с медной или стальной трубой (химически инертна, никогда не корродирует, выдерживает экстремальные температуры и просто потрясающе выглядит)
Полипропиленовая труба: она легкая, долговечная, с ней легко работать, она имеет прохладный зеленый и синий цвет.Как и все производители напитков, крафтовые пивоварни требуют тяжелого оборудования. В дополнение к типичным бизнес-задачам, связанным с конкуренцией, укомплектованием персоналом, регулированием, соблюдением требований и COVID-19, крафтовые пивовары также должны создать значительную внутреннюю инфраструктуру для создания и доставки своей продукции. Это означает покупку (среди прочего) котлов, кег, бойлеров, линий розлива и консервирования, конвейеров, систем охлаждения, резервуаров для хранения, резервуаров для ферментации, холодильного оборудования и систем очистки сточных вод.В этой статье мы обсудим, как пивоварни могут эффективно соединить все эти системы с идеальной инфраструктурой трубопроводов.
Трансформация трубопровода
Хотя многие элементы процесса пивоварения сохранялись веками, трубная промышленность изменила эффективность и надежность систем, используемых для производства и транспортировки продуктов. Точно так же, как многие владельцы пивоварен производят исключительные, уникальные продукты, полипропиленовые трубопроводы революционизируют способы трубопроводов на крафтовых пивоварнях.Применения полипропилена включают в себя трубопроводы для гликоля, бытового водоснабжения, сжатого воздуха, отопления и охлаждения, а также трубопроводы для CO2. Некоторые полипропиленовые трубы, внесенные в список NSF / ANSI 51 для пищевых продуктов, могут даже использоваться для транспортировки готовой продукции. Как химически инертный материал, полипропилен не выщелачивается и не влияет на вкус или запах жидкости, которую он транспортирует.
Значительный апгрейд
Во многих крафтовых пивоварнях полипропилен представляет собой значительную модернизацию металлических труб, таких как медь или сталь.Полипропилен не вступает в реакцию с водой, гликолем или другими продуктами и ингредиентами, присутствующими на пивоваренных заводах. Он никогда не накипит и не подвергнется коррозии, со временем не станет хрупким и не сломается при воздействии экстремальных температур.
Традиционные трубопроводные материалы требуют сварки, которая может быть трудоемкой, дорогой и может выделять вредные летучие органические соединения в окружающую среду, или использовать посторонние вещества (например, клей или припой) или механические соединения (например, прокладки и резьбы) для соединения труба и фитинги.С другой стороны, полипропиленовые трубы соединяются плавлением — быстрым и надежным процессом, обеспечивающим создание бесшовных соединений. Для образования соединения материал нагревают, соединяют вместе под давлением, а затем дают остыть. Соединяемые материалы становятся одной сплошной и однородной деталью без путей утечки. Предполагаемый срок службы полипропиленовой трубы при правильной установке, эксплуатации и техническом обслуживании составляет 50+ лет.
Дополнительные преимущества
Соединение муфт (верхнее фото) и соединение встык (вверху) — это два метода, которые используются для постоянного соединения полипропиленовых труб без сварки, клея, растворителей или припоя.Полипропилен до 70 процентов легче стальной трубы (в зависимости от размера и толщины стенки трубы) и с соответствующими инструментами для термической сварки может быть легко установлен в подвесных местах, обычных для пивоваренных заводов с чанами для брожения.
Чтобы приспособиться к расширению системы по мере роста пивоваренных заводов, полипропилен предлагает выходы для сварки, которые можно добавить путем просверливания в трубу и вварки фитинга непосредственно в стенку трубы. Многие марки полипропиленовых труб устойчивы как к высоким, так и к низким температурам и безопасны для использования практически в любой части системы.Кроме того, присущее трубе значение R, равное 1 или выше (в зависимости от толщины стенки трубы), может устранить необходимость в изоляции или уменьшить количество необходимой изоляции, особенно на линиях гликоля.
Для справки, некоторые части процесса пивоварения требуют температуры до 24 ° F. Это требует от пивоваров использования гликоля в линиях, соединяющих технологические чиллеры с чанами для брожения. Их главное — найти материал, который сможет транспортировать охлажденную жидкость без использования флюсов или клея.Флюс, используемый при пайке меди, может вызвать загрязнение линии, а гликоль может ухудшить клей, который используется для соединения некоторых других материалов труб (например, ХПВХ). Благодаря этому труба из термоплавкого полипропилена идеально подходит.
Кроме того, процессу термического плавления полипропилена можно научить всего за несколько часов практически любого, кто обладает способностями к механике и понимает системы трубопроводов. Наряду с квалифицированной поддержкой и надзором это может позволить пивоваренным заводам обучать свой персонал работе с установками термоядерного синтеза или ремонту.
Наконец, поскольку многие крафтовые пивоварни и их клиенты заботятся об окружающей среде, они могут оценить тот факт, что полипропиленовая труба более чистая в производстве, чем стальная труба, а также на 100 процентов пригодна для вторичной переработки по истечении длительного срока службы.
Реальные результаты
Полипропилен не вступает в реакцию с водой, гликолем или другими продуктами и ингредиентами, присутствующими на пивоваренных заводах.Полипропиленовая труба была выбрана крафтовыми пивоварами в Северной Америке. Комментарии самих пивоваров свидетельствуют об эффективности полипропилена в пивоварении.
«Как стартап, вам нужно экономить деньги, когда это возможно, и рабочая сила — это та область, где мы могли бы это сделать», — сказал Адлер Ленц, партнер Smith & Lentz Brewing Co., Нэшвилл, где полипропиленовая труба была выбрана для система охлаждения гликоля пивоваренного завода. «Цена на медь составляла около 20 000 долларов, а для стартапа это большая разница. Итак, когда мы получили эту цитату, мы рассмотрели другие варианты. И тогда стало понятно, что мы должны использовать [полипропилен] и производить установку самостоятельно.Благодаря этому мы сэкономили около 12 000 долларов ».
Eventide Brewing, Атланта, выбрала полипропилен для своей системы охлаждения на основе гликоля.
«У нас не было ни одной утечки, даже небольшой утечки», — сказал Натан Коуэн, генеральный директор. «Наш следующий проект будет в 10 раз больше, чем у нас сейчас, и мы планируем использовать [полипропилен] при расширении».
Эпическая сага
Epic Brewing Co. была основана в Солт-Лейк-Сити в 2009 году. В 2012 году Epic открыла новое место в Денвере, а в 2019 году предприняла расширение производства в Денвере, в результате чего количество бродильных чанов в этом месте увеличилось более чем в три раза.Полипропиленовая труба использовалась на всех этапах развития пивоварни.
«Для нас это весь полипропилен с тех пор, как мы установили его в Солт-Лейк-Сити», — сказал Джордан Шупбах, директор по пивоварению. «Это продукт, с которым мы знакомы и которым полностью довольны, поэтому нет причин менять его».
КомпанияMajor Heating & Air Conditioning, Денвер, установила 100 футов полипропиленовой трубы при расширении производства Epic в Денвере. В компании работают пять технических специалистов, обученных термоядерному плавлению.
Тодд Рамер, менеджер по обслуживанию в Major, сказал, что полипропиленовая труба предлагает множество преимуществ не только для пивовара, но и для подрядчика по установке, включая легкий вес и экономию времени на установку.
«С точки зрения подрядчика это действительно лучше, чем сталь или медь», — сказал Рамер. «Он настолько легкий, что я могу изготовить и повесить 3 дюйма. сам по себе. Но самое главное — это сэкономленное время. Это астрономически по сравнению со сваркой и пайкой. Я выбил последнее расширение на Epic за полторы недели.Если бы я сделал это сваркой стали, это заняло бы три или четыре недели ».
Рамер также отметил, что с полипропиленом легко подключиться к существующим линиям. Во время недавнего расширения, в дополнение к муфтам и стыкам, используемым для соединения труб, Рамер подсчитал, что он установил около 200 выходов для сварки.
«Гораздо проще расширять существующие [полипропиленовые] линии, чем стальные линии», — отметил он.
Другие крафтовые пивоварни выбрали полипропиленовые трубы для геотермальных систем отопления (Arbor Brewing Co., Ипсиланти, Мичиган) бытовых систем горячего и холодного водоснабжения (Main Street Brewing Co., Ванкувер, Британская Колумбия) или, в Founder’s Brewing Co. в Гранд-Рапидсе, Мичиган, инновационной системы рекуперации тепла, которая позволяет пивоварне использовать тепло генерируется для процесса пивоварения, чтобы обогревать помещения пивоварни площадью 75 000 кв. футов.
«Мы выбрали [полипропилен] из-за его уникальной способности работать с жидкостью при температуре 80–120 ° F с минимальным расширением и сжатием», — сказал Брэд Страус, менеджер по работе с клиентами компании Seaman’s Mechanical, Гранд-Рапидс, штат Мичиган, компании Founder’s system.«Процесс термоядерного синтеза также был важным фактором, поскольку он обеспечивает структурную целостность при экологически чистой стоимости».
Заключение
В конечном счете, многие крафтовые пивоварни создаются опытными новаторами, которые страстно желают создавать продукты, которые отличаются своей уникальностью и исключительно высоким качеством. Хотя они основаны любителями пива, а не экспертами по трубам, среди крафтовых пивоваров растет осознание того, что полипропиленовые трубы можно использовать во многих отношениях на пивоваренном заводе, чтобы помочь владельцам достичь своих целей.Это просто может помочь пивоварам приготовить лучший напиток.
Рон Раецки (Ron Rajecki) — специалист по связям с общественностью и маркетингу компании Aquatherm.
Как припаять водонагреватель
Когда вы устанавливаете новый водонагреватель , проще всего выполнить работу, не требующую пайки. Обычно вы можете подключить водонагреватель к пластиковой трубе с помощью гибких соединений (длина не менее 18 дюймов предотвратит перегрев пластиковых труб).В тех случаях, когда вам нужно знать, как паять соединение водонагревателя, вот руководство, которое поможет вам понять процесс.
Что нужно знать
При использовании оцинкованных ниппелей для подключения нагревателя к меди или латуни требуется диэлектрическая муфта для предотвращения гальванической коррозии , которая представляет собой коррозионную реакцию, возникающую в результате кислотного электролиза. Эта коррозия приводит к слабым и неисправным соединениям. Более простым решением было бы протянуть «водяной изгиб» к ниппелям, идущим от входа и выхода водонагревателя.Эти гибкие линии питания созданы для изоляции коррозионной реакции, устраняя необходимость в диэлектрическом соединении. Другой конец может входить либо в другое резьбовое соединение, либо под пайку, в зависимости от вашего применения.
Трубка для пайкитребует некоторой практики, но соблюдение нескольких простых правил поможет сделать сварной шов герметичным.
- Очистите соединения и трубу внутри и снаружи (попробуйте наждачную бумагу и проволочные щетки).
- Используйте флюс как на внутренней стороне фитинга, так и на внешней стороне трубы.
- Не поворачивайте резак на слишком высоко.
- Нагревайте фитинг, а не трубу. Это действие будет «втягивать» припой в штуцер (смотреть довольно круто).
- Имейте под рукой шприц из бутылки с водой.
Пайка трубок водонагревателя за 8 ступеней
Теперь, когда у вас есть чистая труба и фитинг, можно приступать к работе:
- Нанесите красивый слой флюса на обе части и сдвиньте вместе.
- Разверните примерно 12 дюймов припоя из рулона и согните конец, чтобы сформировать форму крючка, оставив примерно 10 дюймов между вами и концом.
- Включите фонарь, будьте осторожны с окружающим миром, настройте фонарик на средний поток. Поскольку пайка лучше всего работает с постоянным нагревом, область за вашей арматурой будет достаточно горячей, чтобы обжечься. Если вы паяете рядом с горючими материалами, используйте теплую ткань позади фитинга, чтобы предотвратить возгорание.
- Направляйте пламя на фитинг со стороны соединения, пока около 1/4 длины пламени не попадет на фитинг.
- Поместите конец припоя, который вы ранее согнули, на тыльную сторону трубы прямо там, где соединяются фитинг и труба.
- Как только фитинг станет достаточно горячим, конец припоя станет жидким и втянется в фитинг. Как только это произойдет, наденьте конец припоя на трубу.
- Сбрызните его водой (когда закончите), чтобы быстро остыть, и выключите фонарик.
- После того, как все ваши фитинги будут припаяны, включите воду и проверьте, нет ли утечек. Если утечки очевидны, повторите шаги 4-9
Примечание: труба с водой внутри не нагревается достаточно для пайки. Если вода осталась, возьмите немного хлебной корочки и набейте ею трубку. Хлеб должен впитывать воду достаточно долго, чтобы припаять соединение. Не забудьте вынуть аэратор из смесителя перед его включением, иначе он наполнится мягким хлебом.
Припой с уверенностью
Теперь, когда вы знаете, что требуется, купите и сэкономьте на лучших припоях здесь, в PlumbersStock. У нас есть отличные бренды для всего, что вам нужно, в том числе Bradford White . Если у вас остались вопросы по пайке труб водонагревателя, не стесняйтесь обращаться к нам.
Как пропотеть медные трубы и фитинги
В ходе самостоятельного водопровода настанет время, когда вам нужно будет подключить медные водопроводные линии.Вместо того, чтобы вызывать сантехника для работы, возможно, пришло время немного расширить свои сантехнические навыки и научиться делать это самостоятельно. Это действительно очень просто, и с правильными инструментами и ноу-хау от местного независимого продавца товаров для дома вы быстро потеете от меди.
Сегодня я покажу вам основной метод пропотевания медных труб. Мы обсудим, как резать медную трубу, поговорим о медных фитингах и о том, как спаять эти компоненты вместе.
Итак, приступим.
Медная труба (или, как ее еще называют), соединяется между собой с помощью медных фитингов. Существует множество фитингов, предназначенных для поворотов и изгибов трубы или для разветвления в различных направлениях. Это лишь некоторые из типов фитингов, которые доступны в размерах ¾ ”и ½”.
Начнем с того, что научимся резать медные трубки. Чтобы отрезать медные трубки, вы можете использовать ножовку или резак для медных труб, разработанный специально для этой задачи. Несмотря на то, что и то, и другое обеспечит удовлетворительный разрез, труборез всегда обеспечивает квадратный разрез и оставляет меньше заусенцев.При использовании трубореза удерживайте медную трубку в тисках или зажиме, стараясь не деформировать медь. Этот труборез использует движение винта для прижатия отрезного круга к трубе при ее вращении. Несколько поворотов — и кусок отрезается. Этот резак предназначен для работы в ограниченных пространствах, где нет места, чтобы раскрутить резак большего размера. И то, и другое — хорошая идея.
После разреза нам нужно удалить заусенцы внутри трубы. Проволочная щетка, разработанная для этой конкретной цели, упрощает работу.Если вы режете медную трубу ножовкой, вы можете использовать полукруглый напильник для выполнения этой задачи, так как ножовка оставляет больше заусенцев, чем резак для труб, как вы можете видеть здесь.
При резке трубы для определенного участка необходимо сделать поправку на то, насколько фитинги увеличивают общую длину участка. Хотя это зависит от фитинга, общее практическое правило — добавлять примерно полдюйма на каждый фитинг к длине отрезанной трубы.
После того, как вы отрежете медную трубу до нужной длины, очистите конец трубы этой специальной щеткой для чистки.Очистите участок, который будет вставлен в фитинг, пока он не станет ярким со всех сторон. Поворачивайте инструмент вперед и назад, пока труба не станет светлой. Вы также можете использовать наждачную бумагу или стальную вату для выполнения этой задачи.
Вы также должны очистить внутреннюю часть всей фурнитуры. Можно использовать металлическую щетку, стальную вату или наждачную бумагу. Найдите время, чтобы тщательно их очистить. Мусор или посторонние предметы, оставшиеся в трубе, вызывают плохое уплотнение.
Затем нанесите тонкий слой флюса или паяльной пасты на очищенный конец медной трубы.Используйте кисть для флюса, чтобы распределить флюс. Флюс или паяльная паста обеспечивают прочную связь между медью и припоем и помогают предотвратить окисление меди при нагревании. Также нанесите флюс на внутреннюю часть очищенной арматуры, используя ту же технику. Надевайте медный фитинг на трубу только после того, как он будет тщательно очищен и покрыт паяльной пастой. Когда фитинг прочно встал на место, поверните трубу и фитинг несколько раз, чтобы равномерно распределить флюс.
Пропановая горелка — это инструмент, который мы будем использовать для пропотевания медных труб.Если вы посмотрите на пламя факела, вы заметите светло-голубое, четко очерченное пламя в середине более темного синего пламени. Кончик этого голубого пламени — самая горячая часть пламени. Переместите эту часть пламени вдоль фитинга и трубы, чтобы довести их до температуры пайки. Затем сконцентрируйте тепло в середине фитинга. Голубое пламя должно только касаться арматуры. Вы можете делать оба конца фитинга одновременно, нагревая середину вот так.Вы можете экспериментировать с разными наконечниками на пропановой горелке, пока не найдете ту, которая равномерно распределяет тепло по трубе, которую вы используете.
Не направляйте тепло непосредственно на флюсовую область и не перегревайте медную трубу. Если вы посмотрите на пламя на стороне трубы, противоположной факелу, вы можете заметить, что появляется зеленое пламя. Это означает, что фитинг готов к пайке. Другой способ определить это — прикоснуться припоем к горячей трубе. Если припой плавится и начинает стекать, значит труба имеет температуру пайки.
Нанесите припой на трубу в месте соединения с фитингом. При правильном выполнении припой легко попадет в фитинг. Продолжайте плавить припой, пока он полностью не появится вокруг фитинга. Старая поговорка: «Если немного — хорошо, то много лучше» здесь не применяется. Избыток припоя может стекать внутрь трубы, вызывая сужение или даже закупорку. После того, как припой расплавится, вытрите излишки магазинным полотенцем и дайте фитингу полностью остыть, прежде чем прикасаться к нему.
Ну вот и все. Теперь вы знаете, как попотеть медь. В следующем сегменте мы научим вас работать с пластиковыми трубами и нажимными фитингами.
Закрыть стенограммуНет ли утечек в паяльной работе? Почему с бессвинцовым припоем сложно работать? И новые продукты, облегчающие жизнь.
Они вышли вперед …
Несколько лет назад по всей Северной Америке свинец был удален из припоя, используемого для соединения медных труб, предназначенных для подачи питьевой воды, точно так же, как раньше мы удалили свинец из краски.Припой на основе свинца по-прежнему доступен в магазинах для других задач просто потому, что это хороший припой, который очень прост в использовании. Но для сантехники у нас есть припой без свинца.
Если вы похожи на меня, вы когда-то чувствовали себя компетентными в изготовлении водопроводных соединений, которые не протекали, а недавно вы обнаруживаете, что у вас есть эти маленькие дырочки, похожие на протечки, которые проходят через припаянные локти. О, это досадно, особенно когда мы когда-то были грамотными мастерами. Что произошло. Проще говоря, новый припой требует другой техники работы, даже других инструментов, чем старый припой.
Что пошло не так?
Если вы разрежете хорошо припаянное водопроводное колено, вы увидите красивую непрерывную линию припоя между двумя кусками меди.
На втором фото видно соединение, которое протекает. Здесь мы сделали стык, используя старые методы, но с использованием бессвинцового припоя, а затем разобрали его. Если вы внимательно посмотрите внутрь локтя, чуть ниже моего ногтя, вы увидите небольшую дорожку, где у меди нет припоя. Здесь произошло то, что паяльный флюс, нанесенный после очистки детали, выгорел еще до того, как припой попал на эту поверхность.Когда флюс выгорает, медь окисляется и припой не прилипает.
Вы должны ввести припой до того, как флюс выгорит!
Ключ ко всей проблеме находится в этой таблице. Серая линия показывает, как работает свинцовый припой. Он находится в твердой форме, пока не нагреется до определенной температуры. Затем очень быстро он превращается из твердого в мягкое, в жидкое. Линия внизу показывает, когда припой течет как жидкость. Справа от графика есть большая вертикальная синяя зона.Это температурная зона, в которой флюс просто сгорит и исчезнет. При работе со свинцовым припоем у вас есть весь температурный диапазон от момента, когда он впервые станет жидким, и до того, как флюс сгорит для работы с ним. Это температура и часовой пояс, при котором вы соприкасаетесь припоем с медью, и он втягивается в соединение за счет капиллярного действия, перемещая флюс по мере его прохождения и надежно и равномерно прикрепляясь к меди.
Бессвинцовый припой сокращает рабочий диапазон.
Теперь посмотрите на зеленую линию, которая показывает, как работает бессвинцовый припой. Он должен нагреться, прежде чем он начнет таять, а затем он гораздо медленнее перейдет от твердого состояния через мягкую стадию к жидкой стадии. Когда он станет жидким, остается очень мало места, прежде чем флюс сгорит. Следовательно, при использовании бессвинцового припоя вам нужно очень быстро нагреть его и почти мгновенно установить припой, чтобы он мог течь по флюсу, а не приходить туда, где флюс уже выгорел и оставил окисленную медную поверхность, которую припой не будет. придерживаться.
В телешоу мы посетили школу сантехников колледжа Джорджа Брауна в Торонто, чтобы изучить все это. Для работы они использовали ацетиленовую горелку. Небольшое точное и очень горячее пламя. Проблема дома в том, что у всех нас есть маленькие пропановые горелки для водопровода. Я удивлен, увидев, что они по-прежнему рекламируются в магазинах как предназначенные для сантехники, но суть в том, что стандартный пропан не нагревается до такой степени, чтобы мы могли все время хорошо выполнять свою работу. Оставляем пропан для варки и зажигания, нам лучше для сантехники.Единственным исключением может быть горелка UltraBlue, в которой пропан для медицинских учреждений помещен в меньшие по размеру баллоны с аозолем и очень хорошая смесительная головка — она становится горячее, чем большинство пропановых горелок. Вероятно, самое лучшее, что мы можем сделать для профессиональной ацетиленовой горелки в домашней мастерской, — это заменить наши баллоны с пропаном на баллоны с пропиленом, которые легко найти. Газ MAP использовался для этой цели, но больше не доступен. Пропилен занял свое место в качестве газа, более горячего, чем пропан, но не такого горячего, как ацетилен.Кроме того, вы можете получить лучшую головку горелки, которая за счет смешивания воздуха сделает тот же газ еще более горячим. Так что хорошая горелка с пропиленом — лучшая отправная точка для постоянного получения хороших паяных соединений в сантехнике.
Ступеньки для пайки
Конечно, вы должны очистить обе медные поверхности и использовать флюс для бессвинцового припоя, но вы, вероятно, уже знали об этом. Другой ключ — приложить синий кончик пламени так, чтобы он точно соприкасался с медью, и воспроизвести его назад и четвертый между трубой и коленом, нагревая и равномерно, и быстро.Прикоснитесь припоем к ПРОТИВОПОЛОЖНОЙ стороне трубы, чтобы увидеть, потечет ли он. Когда он действительно потечет, вытащите резак и быстро коснитесь припоем большей части соединения. Когда это правильная температура, он будет втягивать припой в соединение по всему стыку. Если вы создали каплю припоя на нижней части соединения, просто пропустите провод припоя сразу над каплей, и она соберет ее на припой, а значит, никаких отходов.
Сотрите флюс
Еще два трюка, которым я научился в сантехнической школе.Перед тем как продолжить, вытрите излишки флюса тряпкой. Если оставить флюс на месте, это может привести к коррозии трубы. И удалите заусенец.
Удалить заусенец
На этой фотографии показано, почему вам нужно удалить заусенец на внутренней стороне трубы после того, как вы ее отрезали до нужной длины. Готов поспорить, вы думали, что внутри трубы ничего не будет мешать, так как труба аккуратно входит в стык, независимо от того, удаляете ли вы заусенцы или нет. Указатель указывает, где остался заусенец. Красная стрелка показывает, где внутренняя часть стенки трубы изнашивается, что может привести к утечке.Он изнашивается сразу после заусенца, потому что заусенец создает турбулентность в потоке воды, заставляя воду оказывать постоянное абразивное давление всего на долю дюйма выше заусенца.
Вот еще одна утечка «коррозии изнутри» в трубе, которую я показал в своей трансляции на WebTogether.ca.
New Flux для грунтовки поверхности при нагревании
По мере изменения продуктов нам необходимо проверять, нужно ли нам менять то, как мы с ними работаем. Теперь я снова хорошо умею паять, после того как вернулся в школу.Но продукты продолжают меняться. Компания Oatey выпустила флюс для лужения № 95. Это флюс для бессвинцового припоя, к которому добавлен серебряный припой, поэтому при нагревании флюса медь получает то, что они называют «предварительно луженым» или грунтованным. Это предотвращает окисление меди при выгорании флюса и до поступления припоя, что особенно полезно для неквалифицированных сантехников или квалифицированных сантехников, работающих с большими медными трубами. Затем компания Lenox представила свой припой Lenox Sterling, который плавится при более низкой температуре, чем другие бессвинцовые припои, что открывает временные рамки для работы, показанные в таблице выше.
Мирикл Cold Coat
от Bernzomatic — отличный термозащитный гель, который они называют Cold Coat, который можно найти на Amazon, или Worthington Cold Coat Gel Spray, который можно найти в сети Canadian Tire. Это гель-спрей, который может защитить дерево от водопроводной горелки или предотвратить распространение тепла по медной трубе, а также защитить резиновые шайбы, расположенные близко к месту пайки, или даже заблокировать потерю тепла водой в трубе. пешком. На этой фотографии вы можете увидеть гель на фанере без каких-либо следов ожогов от пламени, которое находится всего в дюйме от него.Вы можете оставить гель, чтобы он испарился. Подобные продукты помогают нам паять быстро и безопасно с хорошими результатами, сохраняя тепло там, где оно нам нужно.
Раньше мы защищали дерево листами асбеста — теперь они заменены огнестойкими тканями, которые хорошо справляются со своей задачей, но их трудно разместить, особенно как на этой фотографии, где одна труба проходит через дерево. Гель — это замена, лучше, чем листы, которые он заменил.
Между прочим, всегда имейте под рукой огнетушитель, когда паяете дерево.Такая мера предосторожности могла спасти многие здания.
Альтернативы пайке меди
Если вы хотите приклеить медную трубу, но не паять, теперь у вас есть два варианта: компрессионные фитинги (которые могут быть трудными, чтобы они были достаточно тугими, чтобы не протекать, но не настолько плотными, чтобы не деформироваться) — и новый ребенок на блок, медный связующий агент. Правильно, соединяйте медные соединения так же, как соединения ABS! В настоящее время существует связующий агент для холодной сварки меди, который исключает всю пайку, одобрен NSF, превосходит по прочности припой и действительно работает.
