
Индукционный нагрев — это… Что такое Индукционный нагрев?
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
Описание метода
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Формула для вычисления глубины скин-слоя в мм:
- ,
где μ0 = 4π·10−7 — магнитная постоянная Гн/м, а
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение
- Сверхчистая бесконтактная плавка, пайка и сварка металла.
- Получение опытных образцов сплавов.
- Гибка и термообработка деталей машин.
- Ювелирное дело.
- Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
- Поверхностная закалка.
- Закалка и термообработка деталей сложной формы.
- Обеззараживание медицинского инструмента.
Преимущества
- Высокоскоростной разогрев или плавление любого электропроводящего материала.
- Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
- Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
- За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
- Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
- Удобство эксплуатации за счёт небольшого размера индуктора.
- Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
- Легко провести местный и избирательный нагрев.
- Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
- Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Недостатки
- Повышенная сложность оборудования, необходим квалифицированный персонал для настройки и ремонта.
- При плохом согласовании индуктора с заготовкой требуется бо́льшая мощность на нагрев, чем в случае применения для той же задачи ТЭНов, электрических дуг и т. п.
Установки индукционного нагрева
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
- повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
- применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёхточки:
- Низкий кпд (менее 40 % при применении лампы).
- Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являютcя фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
- При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
- При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания — заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается — это может привести к «разносу» генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания
- Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
- Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
- При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
- При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
- Иногда в качестве генератора высокой частоты использовали списанные мощные радиопередатчики, где антенный контур заменяли на нагревательный индуктор.
См. также
Ссылки
Литература
- Бабат Г. И., Свенчанский А. Д. Электрические промышленные печи. — М.: Госэнергоиздат, 1948. — 332 с.
- Бурак Я. И., Огирко И. В. Оптимальный нагрев цилиндрической оболочки с зависящими от температуры характеристиками материала // Мат. методы и физ.-мех. поля. — 1977. — В. 5. — С. 26-30.
- Васильев А. С. Ламповые генераторы для высокочастотного нагрева. — Л.: Машиностроение, 1990. — 80 с. — (Библиотечка высокочастотника-термиста; Вып. 15). — 5300 экз. — ISBN 5-217-00923-3
- Власов В. Ф. Курс радиотехники. — М.: Госэнергоиздат, 1962. — 928 с.
- Изюмов Н. М., Линде Д. П. Основы радиотехники. — М.: Госэнергоиздат, 1959. — 512 с.
- Лозинский М. Г. Промышленное применение индукционного нагрева. — М.: Изд-во АН СССР, 1948. — 471 с.
- Применение токов высокой частоты в электротермии / Под ред. А. Е. Слухоцкого. — Л.: Машиностроение, 1968. — 340 с.
- Слухоцкий А. Е. Индукторы. — Л.: Машиностроение, 1989. — 69 с. — (Библиотечка высокочастотника-термиста; Вып. 12). — 10 000 экз. — ISBN 5-217-00571-8
- Фогель А. А. Индукционный метод удержания жидких металлов во взвешенном состоянии / Под ред. А. Н. Шамова. — 2-е изд., испр. — Л.: Машиностроение, 1989. — 79 с. — (Библиотечка высокочастотника-термиста; Вып. 11). — 2950 экз. — ISBN 5-217-00572-6
dic.academic.ru
Как работает индукционный нагрев — ЭЛСИТ
 Прежде чем разговаривать о принципе работы индукционного нагрева следует вообще выяснить, что же это такое. Индукционный нагрев – это процесс технологичной обработки металлов под воздействием высоких температур. На производстве индукционный нагрев используется для сварки, плавки, пайки ТВЧ, закалки, ковки, деформации и термообработки. Современные предприятия по обработке металла используют индукционный нагрев, потому что он смог привлечь своими достоинствами,
Прежде чем разговаривать о принципе работы индукционного нагрева следует вообще выяснить, что же это такое. Индукционный нагрев – это процесс технологичной обработки металлов под воздействием высоких температур. На производстве индукционный нагрев используется для сварки, плавки, пайки ТВЧ, закалки, ковки, деформации и термообработки. Современные предприятия по обработке металла используют индукционный нагрев, потому что он смог привлечь своими достоинствами,
среди которых хочется отметить высокую скорость работу, хорошие результаты, энергетическую эффективность оборудования, а также автоматизированный контроль над рабочим процессом.
Принципы индукционного нагрева для производственных процессов применяются примерно с 20-х годов. В период Второй мировой войны ученые старались как можно быстрее развивать новейшие технологии, чтобы использоваться их в сложившейся ситуации. Как раз во время войны возникла острая необходимость в изобретении надежного и быстрого процесса, дающего возможность получать более прочные металлические изделия.
В настоящее время ученые нацелены на поиск технологий, позволяющих производить все необходимые технологичные процессы со сбережением природных ресурсов и времени. Конечно же, повышенный контроль качества также оказал немаловажное влияние на создание оборудования, способного производить быструю, экономичную и качественную работу. На сегодняшний день индукционный нагрев активно применяется производителями на металлургических предприятиях.
Как работает индукционный нагрев
Переменный ток, подающийся от генератора электрической энергии, оказывает воздействие на первичную обмотку трансформатора, создавая мощное электромагнитное поле. Применяя на практике закон Фарадея о воздействии на вторичную обмотку, размещенную внутри образовавшегося магнитного поля, можно получить электрическую энергию.
Если рассматривать стандартную конструкцию индукционного нагревателя, то будет видно, что переменный ток проходит через индуктор (который, как правило, выполнен в виде медной катушки) и образует тепловую энергию в металлическом изделии, размещенном в индукторе. В данном случае индуктор – это первичная обмотка трансформатора, а размещенная в нем деталь – вторичная.
Электромагнитное поле, проходящее через металлическое изделие, создает в нем так называемые токи Фуко. Токи Фуко имеют направление противоположное электрическому сопротивлению металла. Тепловая энергия образуется непосредственно в металле без достижения прямого контакта между металлом и индуктором. Данный эффект принято называть «Эффектом Джоуля», так как он основан на первом законе ученого.
Индукционный нагрев — достоинства
Выше мы уже говорили о том, что масштабное применение индукционного нагрева началось не просто так, и всему причиной стали достоинства, которыми обладает индукционное оборудование. Ниже мы более подробно рассмотрим эти преимущества.
Какими же преимуществами обладает оборудование индукционного нагрева, если сравнивать его с альтернативными способами обработки металла?
- Высокая производительность. Индукционный нагрев позволяет повысить производительность предприятия благодаря быстрому запуску установок и нагреву изделий за короткий промежуток времени. Нагрев происходит почти мгновенно после запуска установки. Нет необходимости предварительно нагревать или охлаждать оборудование.
- Прочность конструкции. Тепловая энергия, как уже было рассмотрено выше, образуется непосредственно в металле, что позволяет сохранить целостность изделия. При использовании индукционного нагревателя в производстве получается минимальное количество брака. Чтобы получить максимальный эффект от обработки металла можно размещать металл в специальной вакуумной среде, защищая его тем самым от окисления.
- Высокая энергетическая эффективность. Индукционный нагреватель позволяет экономить электрическую энергию, используя лишь ее малое количество для образования мощного электромагнитного поля. Все ожидания после запуска установки сведены к минимуму, что так же экономит производственные ресурсы, и позволяет получить изделие с более низкой себестоимостью.
- Автоматизированный рабочий процесс. Благодаря программному обеспечению, установленному в индукционную установку, весь рабочий процесс может контролироваться автоматически, что дает возможность получения более точных результатов обработки.
- Чистая экология. Индукционный нагрев безопасен с экологической точки зрения. Во время работы индукционной установки в воздух не выделяются никакие вредные вещества, а так как открытого пламени нет, то отсутствует и задымление. Индукционный нагреватель имеет высокий уровень пожаробезопасности.
Индукционный нагрев – это отличный современный способ, позволяющий производить качественную и быструю обработку металла высокими температурами.
Задать любой интересующий вопрос, касающийся индукционного оборудования, вы можете на нашем форуме или, позвонив одному из специалистов компании, все телефоны указаны в разделе «Контакты».
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
xn--h1afsf5c.xn--p1ai
устройство и принцип работы, схема изготовления своими руками

Индукционный нагреватель можно устанавливать в квартире, для этого не нужно никаких согласований и связанных с ними расходов и хлопот. Достаточно желания хозяина. Проект подключения требуется только теоретически. Это и стало одной из причин популярности индукционных нагревателей, даже несмотря на приличную стоимость электроэнергии.Индукционный способ нагрева

Индукционный нагрев — это нагрев переменным электромагнитным полем проводника, помещенного в это поле. В проводнике возникают вихревые токи (токи Фуко), которые и нагревают его. По сути дела — это трансформатор, первичная обмотка — это катушка, называемая индуктором, а вторичная обмотка — это вкладка или короткозамкнутая обмотка. Тепло не подводится к вкладке, а генерируется в ней самой блуждающими токами. Все, окружающее ее, остается холодным, что является определенным преимуществом устройств такого рода.Тепло во вкладке распределяется неравномерно, а только в поверхностных ее слоях и далее по объему распространяется за счет теплопроводности материала вкладки. Причем с повышением частоты переменного магнитного поля глубина проникновения уменьшается, а интенсивность увеличивается.
Для работы индуктора с частотой большей, чем в сети (50Гц), применяются транзисторные или тиристорные преобразователи частоты. Тиристорные преобразователи позволяют получать частоты до 8 КГц, транзисторные — до 25КГц. Схемы их подключения можно найти легко.
Планируя установку систем отопления в собственном доме или на даче, кроме прочих вариантов на жидком или твердом топливе, необходимо рассмотреть вариант с применением индукционного нагрева котла. С таким отоплением экономить на электроэнергии не удастся, но отсутствуют опасные для здоровья вещества.
Принцип работы индуктора
Основное назначение индуктора — выработка тепловой энергии за счет электрической без использования теплоэлектронагревателей принципиально другим способом.
Типовой индуктор состоит из следующих основных деталей и устройств:
-
 генератор переменного тока — устройство для изменения сетевой частоты в более высокую, которая транслируется на катушку;
генератор переменного тока — устройство для изменения сетевой частоты в более высокую, которая транслируется на катушку; - индуктор — катушка, в которой индуцируется переменное магнитное поле;
- нагревательный элемент — металлический предмет, в котором под воздействием электромагнитного поля возникают вихревые токи, которые и нагревают проводник.
Устройство нагревательного прибора
Основные элементы индукционного нагревателя для отопительной системы.
- Стальная проволока диаметром 5-7 мм.
- Труба из пластика с толстой стенкой. Внутренний диаметр не менее 50 мм и длина подбирается по месту установки.
- Медная эмалированная проволока для катушки. Размеры подбираются в зависимости от мощности устройства.
- Сетка из нержавеющей стали.
- Сварочный инвертор.
Порядок изготовления индукционного котла
Вариант первый

Стальную проволоку порубить на отрезки длиной не более 50 мм. Рубленой проволокой заполнить пластиковую трубу. Торцы заглушить проволочной сеткой для предотвращения высыпания проволоки.На концах трубы установить переходники от пластиковой трубы к размеру трубы в месте подключения нагревателя.
Медным эмалированным проводом намотать обмотку на корпусе нагревателя (пластиковой трубе). Для этого понадобится порядка 17 метров провода: количество витков — 90, наружный диаметр трубы порядка 60 мм: 3,14 х 60 х90 = 17 (метров). Длину уточните дополнительно, когда будет точно известен наружный диаметр трубы.
Пластиковую трубку, а теперь уже индукционный котел, врезать в трубопровод в вертикальном положении.
При проверке работоспособности индукционного нагревателя убедитесь, что в котле присутствует теплоноситель. В противном случае корпус (пластиковая труба) расплавится очень быстро.
Подключить котел к инвертору, необходимо заполнить систему теплоносителем и можно включать.
Вариант второй
Конструкция индукционного нагревателя из сварочного инвертора по этому варианту более сложна, требует определенных навыков и умений работать своими руками, однако, она более эффективна. Принцип тот же — индукционный нагрев теплоносителя.
Для начала нужно изготовить сам индукционный нагреватель — котел. Для этого понадобятся две трубки разного диаметра, которые вставляются одна в другую с зазором между ними порядка 20 мм. Длина трубок от 150 до 500 мм, в зависимости от предполагаемой мощности индукционного нагревателя. Нужно вырезать два кольца соответственно зазору между трубками и приварить их герметично по торцам. Получилась емкость тороидальной формы.
Остается вварить в наружную стенку входную (нижнюю) трубку по касательной к корпусу и верхнюю (выходную) трубку параллельно входной на противоположной стороне тороида. Размер трубок — по размеру труб отопительной системы. Расположение входного и выходного патрубков по касательной, обеспечит циркуляцию теплоносителя по всему объему котла без образования застойных зон.
Второй шаг — создание обмотки. Эмалированный медный провод нужно наматывать вертикально, пропуская его внутрь и поднимая наверх по внешнему контуру корпуса. И так 30-40 витков, образуя тороидальную катушку. В таком варианте нагреваться будет одновременно вся поверхность котла, таким образом, значительно повышая его производительность и эффективность.
Изготовить наружный корпус обогревателя из непроводящих материалов, использовав, например, пластиковую трубу большого диаметра или банальное пластиковое ведро, если будет достаточно его высоты. Диаметр наружного корпуса должен обеспечивать выход патрубков котла сбоку. Обеспечить соблюдение правил электробезопасности по всей схеме подключения.
Корпус котла отделить от наружного корпуса теплоизолятором, можно использовать как сыпучий термоизоляционный материал (керамзит), так и плиточный (изовер, минплита и тому подобное). Этим предотвращаются потери тепла в атмосферу от конвекции.
Остается заполнить систему своим теплоносителем и подсоединить индукционный нагреватель из сварочного инвертора.
Такой котел совершенно не требует вмешательства и может работать 25 и более лет без ремонта, поскольку в конструкции отсутствуют движущиеся детали, а в схеме подключения предусмотрено использование автоматического управления.
Вариант третий

Это, наоборот, самый простой вариант обогрева жилища, выполняемый своими руками. На вертикальной части трубы системы отопления нужно выбрать прямой участок длиной не менее метра и очистить его от краски наждачной шкуркой. Затем этот участок трубы изолировать 2-3 слоями электротехнической ткани или плотной стеклоткани. После этого эмалированным медным проводом намотать индукционную катушку. Тщательно изолировать всю схему подключения.Остается только подключить сварочный инвертор и наслаждаться теплом в своем жилище.
Обратите внимание на несколько моментов.
- Нежелательно устанавливать такой обогреватель в жилых комнатах, где чаще всего находятся люди. Дело в том, что электромагнитное поле распространяется не только внутри катушки, но и в окружающем пространстве. Чтобы убедиться в этом, достаточно воспользоваться обыкновенным магнитом. Нужно взять его в руку и подойти к катушке (котлу). Магнит начнет ощутимо вибрировать и тем сильнее, чем ближе катушка. Поэтому лучше использовать котел в нежилой части дома или квартиры.
- Устанавливая катушку на трубе, убедитесь, что на этом участке системы отопления теплоноситель естественным образом течет вверх, чтобы не создавать противотока, иначе система вообще не будет работать.
Можно предложить много вариантов применения индукционного нагрева в жилище. Например, в системе горячего водоснабжения можно вообще отказаться от подачи горячей воды, подогревая ее на выходах из каждого крана. Однако, это тема для отдельного рассмотрения.
Несколько слов о безопасности при использовании индукционных нагревателей со сварочным инвертором:
- для обеспечения электробезопасности необходимо тщательно изолировать токопроводящие элементы конструкций по всей схеме подключения;
- индукционный нагреватель рекомендуется только для закрытых систем отопления, в которых циркуляция обеспечивается водяным насосом;
- рекомендуется размещать индукционную систему на расстоянии не менее 30 см от стен и мебели и в 80 сантиметрах от пола или потолка;
- чтобы обезопасить работу системы нужно оснастить систему манометром, аварийным клапаном и устройством автоматического регулирования.
- установить устройство для стравливания воздуха из системы отопления во избежание образования воздушных пробок.
КПД индукционных котлов и нагревателей близка к 100%, при этом нужно учитывать, что потери электроэнергии в сварочных инверторах и проводке, так или иначе, возвращаются к потребителю в виде тепла.
Прежде чем приступать к изготовлению индукционной системы, посмотрите технические данные промышленных образцов. Это поможет определиться с исходными данными самодельной системы.
Желаем успехов в творчестве и труде на самого себя!
Оцените статью: Поделитесь с друзьями!kotel.guru
Индукционный нагрев – применение в целях обработки металла
 Индукционный нагрев – это способ бесконтактной тепловой обработки металлов, способных проводить электрическую энергию, под воздействием токов высокой частоты. Индукционный нагрев все активнее стал применяться на предприятиях для осуществления высокотемпературной обработки металлов. На сегодняшний день индукционное оборудование смогло занять лидирующие позиции, вытесняя альтернативные методы нагрева.
Индукционный нагрев – это способ бесконтактной тепловой обработки металлов, способных проводить электрическую энергию, под воздействием токов высокой частоты. Индукционный нагрев все активнее стал применяться на предприятиях для осуществления высокотемпературной обработки металлов. На сегодняшний день индукционное оборудование смогло занять лидирующие позиции, вытесняя альтернативные методы нагрева.
Индукционный нагрев как работает
Принцип действия индукционного нагрева предельно прост. Нагрев производится за счет трансформации электрической энергии в электромагнитное поле, обладающее высокой мощностью. Нагрев изделия осуществляется при проникновении магнитного поля индукторов в изделие, способное проводить электрическую энергию.
Заготовка (обязательно из материала, проводящего электрическую энергию) размещается в индукторе или в непосредственной близости с ним. Индуктор, как правило, выполняется в виде одного или нескольких витков провода. Чаще всего для изготовления индуктора используют толстые медные трубки (провода). Специальный генератор электрической энергии подает ее в индуктор, наводя токи высокой частоты, которые могут варьироваться от 10-и Гц до нескольких МГц. В результате наведения токов высокой частоты на индуктор, вокруг него образуется мощное электромагнитное поле. Вихревые токи образовавшегося электромагнитного поля проникают в изделие и преобразуются внутри его в тепловую энергию, осуществляя нагрев.
Во время работы индуктор довольно сильно нагревается за счет поглощения собственного излучения, поэтому он непременно должен охлаждаться во время рабочего процесса за счет проточной технической воды. Вода для охлаждения подается в установку при помощи отсасывания, такой метод позволяет обезопасить установку, если вдруг произойдет прожог или разгерметизация индуктора.
Индукционный нагрев применение в производстве
Как уже можно было понять из описанного выше, применяется индукционный нагрев в производстве довольно активно. На сегодняшний день индукционное оборудование успело занять лидирующее позиции, вытеснив конкурирующие способы обработки металлов на второй план.
Индукционная плавка металлов
Применяется индукционный нагрев для осуществления плавильных работ. Активное использование индукционных печей началось благодаря тому, что нагрев ТВЧ способен уникально обрабатывать все виды металлов, существующие на сегодняшний день.
Плавильная индукционная печь быстро осуществляет плавку металла. Температуры нагрева установки достаточно даже для плавки самых притязательных металлов. Главное преимущество индукционных плавильных печей заключается в том, что они способны производить чистую плавку металла с минимальным шлакообразованием. Работа выполняется за короткий промежуток времени. Как правило, время выплавки 100 килограмм металла равняется 45-и минутам.
Закалка ТВЧ (токами высокой частоты)
Закалка производится чаще всего в отношении изделий из стали, но может быть применена и к медным и другим металлическим изделиям. Принято различать два вида закалки ТВЧ поверхностная и глубокая закалка.
Главное достоинство, которым обладает индукционный нагрев по отношению к закалочным работам – это возможность проникновения тепла на глубину (глубокая закалка). На сегодняшний день закалка ТВЧ стала довольно часто производиться именно в индукционном оборудовании.
Индукционный нагрев позволяет не просто произвести закалку ТВЧ, но дает в конечном результате изделие, которое будет обладать отменным качеством. При использовании индукционного нагрева в целях осуществления закалочных работ количество брака в производстве существенно снижается.
Пайка ТВЧ
Индукционный нагрев полезен не только для обработки металла, но и для соединения одной части изделия с другой. На сегодняшний день пайка ТВЧ стала довольно популярной и смогла вытеснить сварку на второй план. Где только появляется возможность заменить сварку пайкой, производители делают это. Чем именно вызвано такое желание? Все предельно просто. Пайка ТВЧ дает возможность получить целостное изделие, которое будет обладать высокой прочностью.
Пайка ТВЧ получается целостной за счет прямого (бесконтактного) проникновения тепла в изделие. Для нагрева металла не требуется стороннее вмешательства в его структуру, что положительно сказывается на качестве готового изделия и на его сроке эксплуатации.
Термообработка сварных швов
Термообработка сварных швов – это еще один важный технологичный процесс, с которым отлично справится индукционный нагреватель. Термообработка осуществляется для того, чтобы придать изделию повышенную прочность и разгладить напряжение металла, которое, как правило, образуется в местах соединений.
Термообработка при помощи индукционного нагрева производится в три этапа. Каждый из них очень важен, ведь если упустить что-то, то впоследствии качество изделия станет другим и его срок эксплуатации снизится.
Индукционный нагрев положительно сказывается на металле, позволяя равномерно проникать на заданную глубину и разглаживать напряжение, образовавшееся во время произведения сварочных работ.
Ковка, пластика, деформация
Кузнечный нагреватель – это один из видов установок, в основе которых лежит индукционный нагрев. Используют кузнечный нагреватель для произведения деформации металла, а также в целях штамповки и т.п.
Индукционный нагрев равномерно прогревает металл, позволяет изогнуть его в нужных местах и придать изделию необходимую форму.
На сегодняшний день все больше предприятий стали использовать кузнечный нагреватель в целях штамповки и пластики изделий.
Индукционный нагрев способен справиться со всеми необходимыми операциями тепловой обработки металла, но чаще всего применяется в тех случаях, которые были описаны выше.
Индукционный нагрев преимущества и недостатки
У каждой вещи есть преимущества и недостатки, хорошие и плохие стороны. Индукционный нагрев не отличается и имеет как плюсы, так и минусы. Однако минусы индукционного нагрева настолько ничтожны, что не видны за огромным количеством преимуществ.
Так как недостатков у индукционного нагрева меньше, сразу же перечислим их:
- Некоторые установки являются довольно сложными и для их программирования необходимо квалифицированный персонал, который сможет обслуживать установку (осуществлять ремонт, чистку, программировать).
- Если индуктор и заготовка плохо согласованы между собой, то потребуется куда больше мощности нагрева, чем если выполнять похожу задачу в электрической установке.
Как видите, недостатков действительно немного и они не оказывают сильное влияние на принятие решение в пользу использования или неиспользования индукционного нагрева.
Достоинств индукционный нагрев имеет гораздо больше, но мы укажем только главные:
- Скорость нагрева изделия очень высокая. Индукционный нагрев практически сразу приступает к обработке металлического изделия, никаких промежуточных этапов прогрева оборудования не требуется.
- Нагрев изделия может производиться в любой воссозданной среде: в атмосфере защитного газа, в окислительной, в восстановительной, в вакуумной и в непроводящей жидкости.
- Индукционная установка обладает сравнительно небольшими размерами, благодаря чему довольно удобна в эксплуатации. Если возникает необходимость, то индукционное оборудование можно перевезти на место проведения работ.
- Нагрев металла производится через стенки защитной камеры, которая изготавливается из материалов способных пропускать вихревые токи, поглощая незначительное количество. Во время работы индукционное оборудование не нагревается, поэтому оно признано пожаробезопасным.
- Так как нагрев металла производится при помощи электромагнитного излучения, загрязнение самой заготовки и окружающей атмосферы отсутствует. Индукционный нагрев был по праву признан экологически безопасным. Он не причиняет абсолютно никакого вреда сотрудникам предприятия, которые будут находиться в цеху во время работы установки.
- Индуктор может быть изготовлен практически любой сложной формы, что позволит подогнать его под габариты и форму изделия, чтобы нагрев получился более качественным.
- Индукционный нагрев позволяет просто производить избирательный нагрев. Если нужно прогреть какую-то конкретную область, а не все изделие, то достаточно будет разместить в индукторе только ее.
- Качество обработки при помощи индукционного нагрева получается отменным. Количество брака в производстве существенно снижается.
- Индукционный нагрев позволяет экономить электрическую энергию и другие производственные ресурсы.
Как видите, достоинств у индукционного нагрева очень много. Выше были указаны лишь основные, которые оказали серьезное воздействие на решение многих владельцев приобрести индукционные установки для термообработки металла.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
xn--h1afsf5c.xn--p1ai
Что такое индукционный нагреватель — ЭЛСИТ
 Индукционный нагреватель – это оборудование, способное передавать тепло электропроводящим материалам (металлам) и совершать разнообразные процессы тепловой обработки готовых изделий. Индукционный нагреватель входит в комплектацию всего индукционного оборудования. На сегодняшний день индукционный нагрев стал одним из востребованных видов обработки металла в промышленных размерах. Установка ТВЧ позволяет совершать следующие тепловые операции с металлом:
Индукционный нагреватель – это оборудование, способное передавать тепло электропроводящим материалам (металлам) и совершать разнообразные процессы тепловой обработки готовых изделий. Индукционный нагреватель входит в комплектацию всего индукционного оборудования. На сегодняшний день индукционный нагрев стал одним из востребованных видов обработки металла в промышленных размерах. Установка ТВЧ позволяет совершать следующие тепловые операции с металлом:
плавка, закалка, нагрев, термообработка, пайка и сварка, ковка, обжиг, деформация, отпуск и многие другие.
Принцип работы индукционного нагревателя
Любая индукционная установка работает только благодаря индуктору, создающему мощное электромагнитное поле, которое впоследствии проникает в металл и начинает нагревать его.
Электрическая энергия попадает в индуктор, и после прохождения через него преобразуется в мощные вихревые токи. Электромагнитное поле, созданное вокруг индуктора, проникает в изделие, размещенное в индукторе. В металле вихревые токи преобразуются в тепловую энергию, которая и отвечает за процесс термообработки.
Как видите, ничего сложного в принципе работы индукционного нагревателя нет. Некоторые мастера делают индукционный нагреватель своими руками в домашних условиях и используют его в личных целях, например, для обогрева жилища, потому что индукционный нагреватель получается экономнее электрического. Однако для работы в промышленных масштабах лучше всего использовать уже готовую индукционную установку, собранную опытными специалистами.
Преимущества индукционного нагревателя
По сравнению с другими альтернативными видами нагрева (газовым, электрическим, химическим, термическим), индукционный нагреватель обладает свойствами, делающими его более универсальным.
- Индукционный нагреватель имеет компактные размеры, и установки легко вместятся в цеху с небольшой площадью.
- Нагрев ТВЧ способен равномерно распределяться по всей поверхности изделия, проникая на заданную глубину.
- Индукционный нагрев является прямонаправленным и при обработке не нарушает целостности изделия, что позволяет использовать его даже для такой сложной операции, как пайка ТВЧ.
- Программное обеспечение индукционной установки позволяет четко настраивать установку под необходимые параметры, задавая температуру нагрева, глубину проникновения тепла, время охлаждения и т.п.
- Индукционный нагреватель имеет повышенную пожаробезопасность благодаря герметичному корпусе.
- При работе индукционного оборудования в воздух не выделяется никаких вредных веществ.
- Индукционный нагреватель дает возможность экономить электрическую энергию, а также сократить расходы на применение флюсов и технических масел.
Индукционный нагреватель универсален и справится практически с любой задачей тепловой обработки металла. Если вы хотите использовать индукционный нагреватель в промышленных масштабах, то лучше всего задумайтесь о покупке готовой установки, собранной опытными специалистами, чтобы запустить ее в производство и не думать о возможных сбоях и неточностях работы.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
xn--h1afsf5c.xn--p1ai
Нагревательный индуктор — Википедия
Нагревательный индуктор — рабочий орган установок индукционного нагрева.
Индуктор нагревательный представляет собой один или несколько витков проводника, в котором с помощью мощного генератора переменного тока создаются электрические колебания высокой частоты (от нескольких кГц до 5 МГц). Внутрь витков помещают заготовку из электропроводящего материала.
При включении генератора вокруг индуктора возникает интенсивное электромагнитное излучение, которое поглощается заготовкой и разогревает её.
Система индуктор-заготовка представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху (либо по вакууму, по защитному газу, по жидкости и т. д.)
Трубчатые заготовки могут надеваться на спираль индуктора снаружи, плоские — размещаться у торца.
Также индуктор может выполняться в виде «змейки» для нагрева плоских поверхностей, трехлистного клевера для нагрева уголков, восьмерки для нагрева зубьев зубчатых колес, иметь другую причудливую форму.
Индукторы делятся на два класса:
- низкочастотные (большое число витков и большой диаметр) — предназначены для разогрева как правило крупных заготовок либо плавления металла в индукционных печах. Имеют большую индуктивность, на них не подают напряжение с частотой выше нескольких десятков кГц.
- высокочастотные (один виток небольшого диаметра) — в основном предназначены для разогрева мелких деталей. Имеют небольшую индуктивность, запитываются напряжением от сотен кГц до 5 МГц.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскаленной заготовки. По этой причине индукторы мощных установок изготавливаются из медных трубок, охлаждаемых проточной водой. Иногда в таких трубках со стороны подводимой заготовки сверлят небольшие отверстия — вода разбрызгивается на заготовку и одновременно с нагревом происходит поверхностная закалка.
Индукторы маломощных установок или установок, работающих в кратковременном режиме (секунды) не успевают сильно нагреваться. Их достаточно изготовить из достаточно массивного медного провода (возможно обычного изолированного).
Так как в индукторе наводится высокое напряжение, которое в мощных установках может достигать сотен вольт, индуктор представляет опасность для персонала. Опасны ТВЧ-ожоги — высокочастотный ток течет только по поверхности кожи (скин-эффект), которая представляет собой практически электролит. Внутренние органы не повреждаются, но кожа может получить сильный ожог. Также не до конца изучено воздействие на человеческий организм мощного электромагнитного излучения.
Индуктор может прогореть от жара раскаленной заготовки, повредиться от удара заготовки об индуктор, недопустимо изменить свою индуктивность от закорачивания витков расплавленным металлом в случае многовитковой конструкции. В связи с вышесказанным индукторы защищают заливкой огнеупорным цементом, обмоткой кварцевой или фторопластовой лентой, вставкой в индуктор тиглей и трубок из керамики или кварцевого стекла. Охлаждающая вода подаётся отсасыванием — этим обеспечивается безопасность в случае разгерметизации индуктора. Для охлаждения индуктор подсоединяется либо к местному охлаждающему агрегату — чиллеру, либо к водопроводной сети пхв-трубками настолько длинными, чтобы сопротивление «столба» воды в трубке было высоким и обеспечило «изоляцию» водопроводной сети от высокого напряжения индуктора.
Основой для проектирования индукторов является поверхностный эффект. Он заключается в следующем. Вторичный ток в заготовке имеет то же направление, что и ток в индукторе, который расположен рядом. При этом наведенный ток как бы «притягивается» к индуктору. Это связано с тем, что близко расположенные токи, текущие в одну сторону, притягиваются.
Если индуктор погружен в жидкий металл и на него подается большая мощность (десятки кВт), металл под действием МГД сил отжимается от индуктора и небольшие его количества могут даже зависнуть над индуктором в воздухе. Применяя индукторы специальной формы, можно провести сверхчистую плавку небольшого количества металла, левитирующего в вакууме или защитном газе.
Для увеличения кпд индуктора, необходимо как можно ближе расположить его рядом с заготовкой. На практике это от 2 мм до нескольких сантиметров.
Питание к индуктору подводится как правило с помощью высокочастотного трансформатора без сердечника (с воздушным сердечником), первичной обмоткой которого служит катушка колебательного контура, а вторичной — один широкий виток из медного листа (электромагнитный концентратор или концентратор вихревых токов). Индуктор должен быть согласован со вторичной обмоткой высокочастотного трансформатора, т.е иметь примерно такую же индуктивность. Чтобы уменьшить индуктивность многовитковых индукторов, их изготавливают из нескольких параллельных витков.
Для уменьшения рассеяния магнитного потока, индуктор снаружи обклеивают высокочастотными магнитопроводами (магнитодиэлектриками) — панельками из материала Fluxtrol или Ferrotron, который представляет собой мелкодисперсный порошок из магнитного материала, связанный эпоксидной смолой. Такие панельки способны концентрировать электромагнитное излучение на частотах до 3 МГц и выдерживать температуру до 250 С.
- Бабат Г. И., Свенчанский А. Д. Электрические промышленные печи. -М.: Госэнергоиздат, 1948. С. 332.
- Лозинский М. Г. Промышленное применение индукционного нагрева. -М.: Издательство АН СССР, 1948. С. 471.
- Слухоцкий А. Е. Индукторы. -Л.: Машиностроение, 1989. С. 69.
- Фогель А. А. Индукционный метод удержания жидких металлов во взвешенном состоянии. -Л.: Машиностроение, 1979. С. 104.
ru.wikipedia.org
Индукционная плита — Википедия
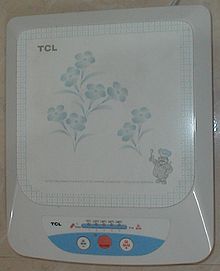 Индукционная плита (Вид сверху)
Индукционная плита (Вид сверху)  Индукционная плита (Вид сбоку)
Индукционная плита (Вид сбоку)Индукционная плита — кухонная электрическая плита, разогревающая металлическую посуду индуцированными вихревыми токами, создаваемыми высокочастотным магнитным полем частотой 20–100 кГц.
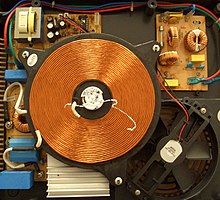 Устройство индукционной плиты:
Устройство индукционной плиты:в центре катушка с датчиком температуры, покрытым термопастой. Внизу справа вентилятор для охлаждения катушки и радиатора транзистора. Справа вверху плата фильтра питания.
Конструкция плиты состоит из корпуса, платы управления на микроконтроллере, к которому подключен датчик температуры и схема управления силовой частью, силовая часть с мощным выпрямителем и импульсным регулятором (обычно на IGBT-транзисторе).
Регулирование мощности осуществляется, как правило, двояко: непрерывно и импульсно[1]. Для последовательного инвертора с изменяемой частотой (variable-frequency invertor, VFI) это выглядит так: на максимальной мощности плита работает на наибольшей частоте (как правило, это 50–100 кГц), при снижении мощности частота понижается. Но ниже (примерно) 20 кГц частоту не понижают во избежание появления некомфортного для пользователей звука (частоты выше 20 кГц люди не слышат). Поэтому при задании мощности ниже той, при которой инвертор работает на частоте 20 кГц, конфорка переходит в режим прерывистого нагрева: раз в несколько секунд включается и выключается. Чем на меньшее время она будет включаться, тем меньше будет мощность (вид широтно-импульсной модуляции).
Индукционные плиты изготавливаются различного конструктива: выпускаются как малогабаритные переносные устройства, имеющие одну-две конфорки (настольные), так и варочные поверхности, предназначенные для встраивания в кухонную мебель и отдельностоящие стационарные плиты.
Также выпускаются печи с комбинированным набором нагревательных элементов: часть конфорок индукционные, часть используют ТЭНы.
 Знак, означающий совместимость посуды с индукционной плитой
Знак, означающий совместимость посуды с индукционной плитойПри работе с плитой желательно использовать специальную посуду, изготовленную из материала с подходящими характеристиками, который бы эффективно поглощал энергию магнитного поля. Такими характеристиками являются удельное сопротивление и магнитная проницаемость (влияет на глубину скин-слоя).
Вопреки расхожему заблуждению, материал посуды для индукционного нагрева принципиально не обязан обладать ферромагнитными свойствами, но на практике для достижения высокого КПД (без которого применение подобных плит не имело бы смысла) подходящим материалом оказались только металлы-ферромагнетики, в частности — обыкновенная сталь (скин-слой в них гораздо тоньше, а значит, их сопротивление, возникающее в них при помещении в магнитное поле вихревым токам намного выше, и выделение тепла в том же магнитном поле тоже выше), поэтому посуду для индукционных печей можно проверять магнитом. Современные индукционные плиты автоматически распознают пригодную посуду и только в этом случае переходят в рабочий режим (включают магнитное поле).
Вообще, традиционная эмалированная железная (стальная) посуда отлично подходит для индукционных плит. Но, если кастрюля имеет дно не современное, плоское, а «в старом стиле», с возвышением в центральной части, возможно появление заметного гула или писка при работе из-за колебаний этого возвышения наподобие диафрагмы громкоговорителя.
Посуда из нержавеющей стали (ферромагнитной — есть и немагнитная) и чугуна тоже, как правило, хорошо подходит. Общее правило: если у посуды в дне имеется слой ферромагнитного металла (например, сталь), не отделённый от конфорки ничем, кроме диэлектриков (например, эмалью) — посуда подойдёт, независимо от того, какие материалы и какой толщины лежат выше ферромагнитного слоя (магнитное поле выше него практически не проникает).
В продаже имеются стальные диски, которые и нагреваются непосредственно от возникающего индукционного поля и позволяют использовать посуду, которая сама по себе для таких плит не подходит, а также за счёт толщины диска выравниваются колебания температуры нагрева-охлаждения при использовании плит с импульсным способом регулировки мощности[источник не указан 1099 дней].
Достоинства:
- Не требуется времени на разогрев конфорки (в отличие от плит с ТЭНами) — энергия выделяется прямо в толще посуды, сразу с заданной мощностью. Это вплотную приближает индукционные плиты по удобству к газовым.
- КПД около 90 % (в отличие от 60–70 % у электрических плит с резистивными нагревательными элементами и 30–60 % у газовых плит) благодаря отсутствию утечки мимо посуды потоков тепла от раскалённых резистивных нагревательных элементов или газов.
- Конфорки не включатся, если не обнаружат на своей поверхности посуду с магнитным дном (в противном случае это быстро вывело бы из строя высокочастотный генератор, а также возможен ущерб здоровью под действием мощного магнитного поля). Чтобы конфорка включилась, нужно перекрыть посудой существенную часть её площади (как правило, диаметр дна посуды должен быть не менее чем примерно половина диаметра конфорки).
- При снятии посуды плита отключается. У электрических плит с классическим резистивным нагревательным элементом конфорка нагрета постоянно независимо от того, находится на ней продукт или нет — как следствие, дополнительный расход электроэнергии и нагрев воздуха в помещении. Указанный эффект, кроме того, позволяет снизить расходы на кондиционирование помещения, что особенно важно летом.
- Точнее поддерживает заданную температуру посуды (при наличии вообще такой возможности у плиты, при сравнении плит одного ценового класса) благодаря тому, что датчику температуры, измеряющему температуру посуды, не мешает своим теплом раскалённый резистивный нагревательный элемент или газовое пламя.
- Зависимость мощности от напряжения сети практически отсутствует.
- Поверхность индукционных плит нагревается только от посуды и по этой причине нагревается не очень сильно, быстро остывает в выключенном состоянии, что снижает риск получения ожогов.
- Большое количество программ приготовления пищи (относительно газовых плит).
- В большинстве дизайнов гладкая стеклянная поверхность индукционной плиты легко очищается от грязи благодаря низкой рабочей температуре, так как на ней крайне медленно образуются обугленные или затвердевшие остатки масел и другой пищи.
- Отсутствует неприятный запах. В случае применения старых плит, имеющих ТЭНы, на их поверхности сгорают частицы пищи и пыли, с чем связан неприятный запах гари.
- Используемая посуда снаружи почти не пригорает, т. к. нет раскалённых поверхностей и открытого пламени.
Недостатки:
Индукционная плита внакладку врезана в столешницу- Требования к посуде. Для такой плиты пригодна только посуда из ферромагнитного материала.
- У индукционных плит из-за их малой инерционности (и особенностей регулирования мощности) при варке в посуде с тонким дном это способно иногда вызвать неприятный эффект «прерывистого кипения». Индукционные плиты высокого класса от этого избавлены: там применяются более сложные схемы регулирования мощности, способные нагревать посуду непрерывно практически со сколь угодно малой мощностью.
- Некоторые индукционные плиты имеют общие высокочастотные генераторы на несколько конфорок. При работающих одновременно конфорках они не могут нагревать на максимальную мощность.
- Возможным и неподтвержденным недостатком является воздействие магнитного излучения плиты на другие приборы.
Впервые вихревые токи были обнаружены французским учёным Д. Ф. Араго (1786—1853) в 1824 г. в медном диске, расположенном на оси под вращающейся магнитной стрелкой. За счёт вихревых токов диск приходил во вращение. Это явление, названное явлением Араго, было объяснено несколько лет спустя M. Фарадеем с позиций открытого им закона электромагнитной индукции: вращаемое магнитное поле наводит в медном диске вихревые токи, которые взаимодействуют с магнитной стрелкой. Вихревые токи были подробно исследованы французским физиком Фуко (1819—1868) и названы его именем. Фуко также открыл явление нагревания металлических тел, вращаемых в магнитном поле, вихревыми токами.
Индукционный нагрев — нагрев тел в электромагнитном поле за счёт теплового действия вихревых электрических токов, протекающего по нагреваемому телу и возбуждаемого в нём благодаря явлению электромагнитной индукции, стал использоваться в индукционных тигельных печах. 19 октября 1909 года получил патент на индукционную печь Александр Николаевич Лодыгин.
- ↑ В большинстве современных электрических плит с резистивными нагревателями регулирование мощности осуществляют изменением скважности импульсов (на любой мощности, кроме полной).
ru.wikipedia.org
