
Вальцовка для тормозных трубок своими руками

Привет всем любителям самоделок. В данной статье я расскажу о том, как сделать вальцовку для тормозных трубок своими руками. Данное приспособление будет полезно тем, кто обслуживает свой автомобиль самостоятельно и поможет в ремонте тормозной системы.
Перед тем, как прочитать статью, предлагаю посмотреть видеоролик, где наглядно показан процесс сборки данного приспособления, а также проверка в реальных условиях.
Для того, чтобы сделать вальцовку для тормозных трубок своими руками, понадобится:
* Слесарные тиски
* Углошлифовальная машинка, отрезной и шлифовальный круг
* Металлический уголок размером 100 мм
* Сверло по металлу диаметром 4,5 мм, 6 мм, 10 мм
* Болт от ступицы автомобиля
* Сварочный аппарат, краги, сварочная маска
* Защитные очки, перчатки, наушники
* Медная трубка диаметром 5 мм
* Токарный станок по металлу, оснастка
* Метчик с резьбой М6 и М12
* Баллончик матовой краски
* Электродрель
Шаг первый.
Зажимает металлический уголок размером 100 мм в тисках и при помощи линейки и карандаша делаем разметку, по которой нужно будет отпилить заготовку.

Отмечаем от края уголка около 30 мм и отпиливаем при помощи углошлифовальной машинки с установленным в нее отрезным кругом.

Далее фиксируем уголок в тисках и выравниваем торцы при помощи УШМ с установленным наждачным кругом для шлифовки, также немного скругляем края, чтобы не пораниться при работе с инструментом.

После этого меняем положение заготовки в тисках и также шлифуем, удаляя ржавчину и другие внешние дефекты детали.

В итоге получается такая поверхность.

Шаг второй.
Устанавливаем деталь на наковальню или тиски и делаем кернение посередине легким ударом молотка по керну.

В этом месте капаем немного технического масла и просверливаем отверстие при помощи электродрели, в патроне которой установлено сверло по металлу диаметром 5 мм, после этого меняем сверло на 10 мм.


В процессе сверления не забываем добавлять техническое масло, так как это уменьшит степень износа режущей кромки сверла, что продлит срок его службы. В готовом отверстии нарезаем резьбу при помощи метчика, резьба в данном случае подбирается в зависимости от диаметра болта, здесь используется болт М12 от ступицы автомобиля. При нарезке резьбы также важно добавлять смазку.

Шаг третий.
Отмеряем нужный отрезок для крепления трубки и отпиливаем при помощи углошлифовальной машинки часть от уголка.


Далее зажимаем две металлических заготовки, которые нужно сделать из листа металла толщиной 6 мм, в них нужно сделать отверстие посередине так, чтобы половина диаметра пришлась на одну заготовку, а остальная-на другую. Сверло в данном случае берем диаметром 4,5 мм, в дальнейшем можно сделать различные пластины с необходимыми пазами под любой диаметр трубок.

После этого нужно просверлить отверстия в сразу двух заготовках под крепление на уголке, для этого зажимаем их друг с другом при помощи ручных тисков, а уже потом сверлим отверстия, сначала 4,5 мм, а затем 6 мм сверлом по металлу.


Шаг четвертый.
Чтобы можно было вальцевать трубки, нужно сделать обработку ступичного болта. Для этого сначала укорачиваем его при помощи углошлифовальной машинки, а затем зажимаем болт в трехкулачковом патроне токарного станка по металлу и делаем проточку до диаметра 2,5 мм, к слову он равен внутреннему диаметру медной трубки.

Для вальцевания вытачиваем небольшую выемку под шляпку. В итоге болт должен выглядеть так.

К нему нужно приварить пруток, для этого понадобится сварочный аппарат. При работе со сварочным аппаратом будьте осторожны, а также используйте средства индивидуальной защиты, сварочную маску и краги.
Для того, чтобы трубка в процессе вальцевания не гнулась и вальцевалась равномерно, нужно сделать центровку.
Берем тормозную трубку и одеваем на кончик болта, далее устанавливаем под нее заготовку с пазом под трубку, а затем фиксируем при помощи ручных тисков и начинаем намечать места сверления.
После этого разжимаем ручные тиски и просверливаем отверстия до конца сверлом диаметр которого 5 мм, а затем в этих отверстиях нарезаем резьбу М6 при помощи метчика.

Шаг пятый.
Теперь инструменту осталось придать красивый вид, для этого красим детали баллончиком молотковой краски, заранее защитив резьбу малярным скотчем.

Инструмент полностью готов, а значит пришло время проверить его в действии.


Зажимаем инструмент в тисках, берем медную трубку диаметром 5 мм и просовываем в паз, оставляя примерно 5 мм снаружи, затем затягиваем болты шестигранником.
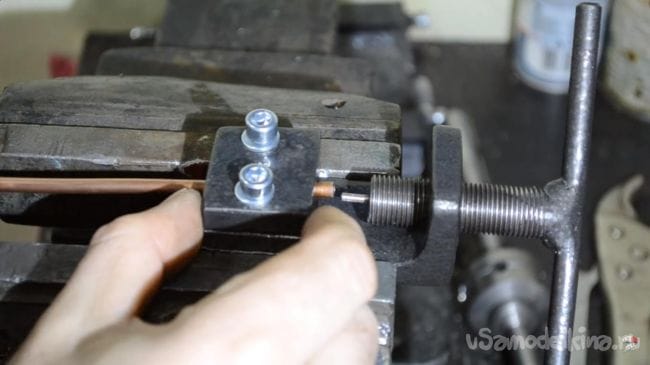

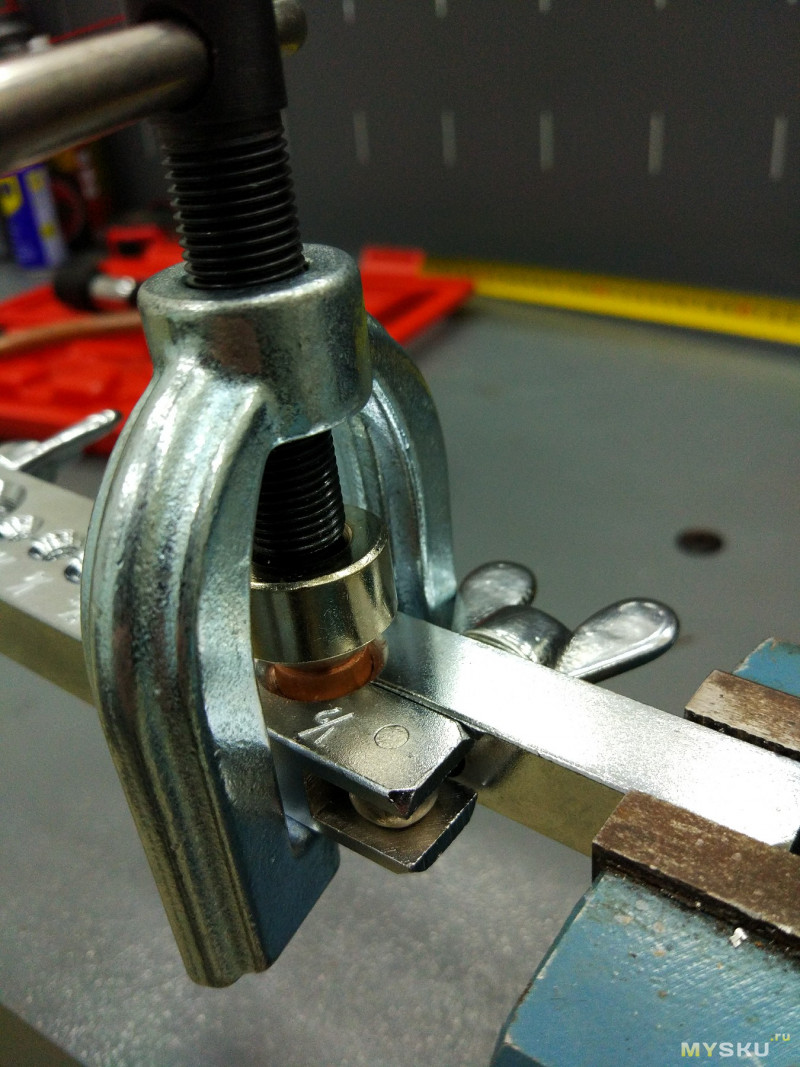
Далее вращаем болт с штырем до упора в крепление трубки, после чего ослабляем натяжение болта и откручиваем обратно, крепежные болты тоже ослабляем и вытаскиваем трубку с развальцованным кругом.
После установки данной трубки тормозная жидкость уже протекать не будет.


На этом у меня все, всем спасибо за внимание и творческих успехов.
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
usamodelkina.ru
Развальцовка труб — обзор технологии и оборудования
Развальцовка — это процесс по частичному изменению конфигурации края трубы для придания полому изделию требуемой формы по расширению или сужению диаметра путем заданной деформации металла.
Сферы применения
Применение на практике развальцовки труб имеет несколько специфичное положение. Это связано с тем, что сам метод соединения труб с помощью развальцовки довольно старый технологический прием, который с развитием промышленности был в основном заменен другими типами соединений. А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
Это связано с тем, что сам метод соединения труб с помощью развальцовки довольно старый технологический прием, который с развитием промышленности был в основном заменен другими типами соединений. А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
- В энергетической промышленности при изготовлении решеток водотрубных теплообменников с целью создания прочного герметичного соединения между медными или латунными трубами и цилиндрическими отверстиями стальной трубной решетки. А также на предприятиях жилищно-коммунального хозяйства для уже соответственно ремонта этих водотрубных теплообменников. Развальцовку все реже используют для закрепления труб в различном котельном оборудовании как конденсаторы, парогенераторы, экономайзеры и маслоохладители.
- В сфере бытового хозяйства для создания разъемных соединений из медных трубок, при монтаже систем кондиционирования. С помощью медных трубок и соединяют внешние и внутренние блоки сплит-системы, по которым и циркулирует хладагент.
- В пищевой отрасли при изготовлении промышленных холодильных камер для создания надежных разъемных соединений медных и латунных трубок непосредственно на месте монтажа оборудования, позволяя со стандартным оборудованием вписываться в любую конфигурацию помещений.
- В альтернативной энергетики при монтаже тепловых насосов, для соединения медных трубок по полной аналогии со сплит-системами.
- На предприятиях автопрома при изготовлении быстроразъемных соединений стальных трубок для гидравлической тормозной системы или медных трубок для гидравлической системы сцепления автомобиля. А также развальцовку методом штамповки применяют при изготовлении различных радиаторов охлаждения для двигателей внутреннего сгорания.
Особенности технологии
В современном автомобилестроении существует восемь видов развальцовки медных, латунных, алюминиевых и стальных трубок. Их применяют для создания разъемных соединений различных гидравлических и топливных систем в современных автомобилях. Большинство видов этих развальцовок производится промышленным способом на специальных станках в заводских условиях.

Три типа развальцовки
Но основные три типа развальцовки являются наиболее распространенными и применяются как в автомобилестроения, так и при монтаже различного энергетического оборудования. К ним относится:
- простая одинарная развальцовка под конус типа «D», делается под углом в 45 градусов в виде одинарной воронки, для ее изготовления подойдет большинство ручных приспособлений для развальцовки трубок;
- двойная развальцовка трубок под конус типа «E» также выполняется под углом в 45 градусов в виде одинарной воронки с двойным усиленным краем трубки, для ее выполнения подойдет уже более специализированный инструмент для развальцовки со специальными насадками;
- одноразовая развальцовка стальных труб под грибок типа «F», выполняется специальной эксцентриковой развальцовкой.
Развальцовка труб является достаточно непростой в технологическом плане операцией и требует тщательной подготовки. Поэтому для получения качественного соединения с помощью развальцовки необходимо выполнять и соблюдать следующие условия:
- срез трубы должен быть идеально ровным,
- стенки трубы, предназначенной под развальцовку, должны иметь одинаковую толщину по всему диаметру;
- место развальцовки должно быть идеально ровным и гладким, при этом не должно иметь следов остаточной деформации и трещин.
Технология развальцовки трубок

Технология развальцовки трубок
Технологию развальцовки трубок можно привести на примере работы ручного инструмента для развальцовки, состоящего из основания с раззенкованными отверстиями на основные типоразмеры труб и соответствующего им набора насадок.
Перед началом работ трубку необходимо ровно обрезать, так, чтобы срез был строго перпендикулярным центральной оси. Рекомендуется использовать специально приспособленные для этого труборезы. После этого отрезанный край трубы обрабатываем напильником или срезаем фаску с помощью риммера и тем самым удаляем все заусенцы с внутренней и внешней части торца.
Далее, в отверстие основания строго по диаметру вставляется трубка и зажимается прочной металлической рамкой так, чтобы край трубки немного выступал над плоскостью уровня основания.
Берем соответствующую отверстию насадку, представляющую с одной стороны стальной цилиндрический предмет с поверхностью конусообразной формы и приспособлением для прижимного винта на другой стороне. В зависимости от вида будущего соединения насадка для развальцовки может иметь различную форму, поэтому подбираем поверхность необходимой конфигурации.
Установив нужную нам насадку, начинаем постепенно закручивать винт центрирующего стержня, давя поверхностью насадки на трубку, постепенно прижимая ее к краям отверстия в основании. По завершении операции винт стержня раскручивается, основание разбираем и развальцованная трубка свободно достается из приспособления.
Самое главное, не забывать одевать гайку штуцера на трубку заранее, в противном случае вам придется повторить все операции в той же последовательности еще один раз.
Совет: как и при любой обработке металлических изделий, рекомендуется место развальцовки заранее смазать небольшим количеством машинного масла.
Применяемое оборудование
Экспандер — это самое простое и незамысловатое приспособление для развальцовки трубок небольшого диаметра, которое представляет собой  устройство со сменными насадками, позволяющее развальцовывать трубки за одну простую операцию. Правда, особого качества от экспандера ожидать не надо, да и для работы с ним необходима определенная сноровка.
устройство со сменными насадками, позволяющее развальцовывать трубки за одну простую операцию. Правда, особого качества от экспандера ожидать не надо, да и для работы с ним необходима определенная сноровка.
Следующей категорией ручного инструмента для развальцовки служат различные наборы, в комплект которых, как правило, входят:
- две планки основания со специальной формы отверстиями, соответствующих основным типоразмерам стальных и медных трубок, в количестве от 5 до 11 штук в зависимости от комплектации и цены,
- приспособление развальцовки с резьбой для крепления пяти сменных штампов.
- набор сменных штампов.
Нередко такие наборы комплектуют ручными роликовыми, предназначенными для резки алюминиевых, латунных, медных, стальных и металлопластиковых труб с диаметром от 3 до 29 мм включительно.
Стоит отметить, что по многочисленным отзывам на форумах в интернете пользователи обращают внимание на прямую зависимость качества и надежности в работе таких инструментов от стоимости наборов. Как правило, дешевый станок для развальцовки трубок быстро ломается и не рекомендуется для использования при больших объемах работ.
Следующей категорией приспособлений являются различные виды станков для развальцовки трубок. Они отличаются более надежными и качественными узлами, высокой стоимостью и предназначаются для профессионального применения.
На станках развальцовку труб производят с помощью электрического, гидравлического или пневматического привода с применением контроллеров крутящего момента для полной автоматизации рабочих процессов.
Специфика развальцовки стали и алюминия.
При развальцовке стальных или алюминиевых трубок, в отличие от медных и латунных труб, операцию раскатки необходимо проводить медленно, производя постоянный контроль за состоянием поверхности, так как при приложении чрезмерного давления можно получить разрывы при растяжении металла. Это связано с тем, что стальные и алюминиевые трубки обладают меньшей пластичностью, поэтому при формировании грибка или конуса могут образоваться многочисленные микротрещины.
При неуверенности в достаточной пластичности материала стальных или алюминиевых трубок их рекомендуется предварительно перед развальцовкой нагревать соответственно для стали до 500-600⁰ C, а для алюминия до 200-300⁰ C.
Как выполнить развальцовку трубок
Вам необходимо поменять стальную или медную трубку в вашем автомобиле, а специализированный инструмент для развальцовки отсутствует, причем идея найти его или купить связана с определенными трудностями. Вот тут и пригодиться совет, как развальцевать трубку своими руками.
Приступаем:
- Для начала берем два небольших деревянных бруска, подобрав размеры и толщину так, чтобы можно было зажать их в обычных тисках.
- Зажимаем выбранные бруски в тисках и по центру шва их соединения сверлим сквозное отверстие диаметром той самой стальной или медной трубки, которую вам надо развальцевать.
- Далее, с одной стороны отверстия сверлом большего диаметра высверливаем небольшое конусообразное углубление. Все основание готово.
- Закрепляем трубку в изготовленном основании из двух деревянных брусков и прочно зажимаем всю конструкцию в тисках. Трубка должна возвышаться на один-два миллиметра над поверхностью брусков.
- Берем стальной шарик от подшипника диаметром примерно в полтора-два раза большим, чем у трубки и не очень сильными ударами молотка начинаем процесс развальцовки. Если трубка начнет проскальзывать в деревянном основании, то, по необходимости, обматываем ее тонкой наждачной бумагой.
Совет. Если «развальцованное» соединение подтекает, то для устранения течи можно подложить тонкую свинцовую шайбу между трубкой и штуцером.
Если вы знаете свой способ развальцовки или у вас есть особый опыт в этом деле, поделитесь им в блоке комментариев.
wikimetall.ru
Набор для резки/развальцовки медных/алюминиевых трубок
Добрый день!Мне предложили на обзор набор для резки/развальцовки медных/алюминиевых трубок, и так как я владею стареньким автомобилем с гидроподвеской у которой все подводы сделаны из медных трубок (до этого читал на форумах, про то как владельцы автомобилей с гидроподвеской самостоятельно меняют прогнившие трубки) я соответственно согласился. Сразу скажу, что до этого я ни разу не вальцевал трубки.
Схема правильной развальцовки и примеры неправильно произведенной операции:
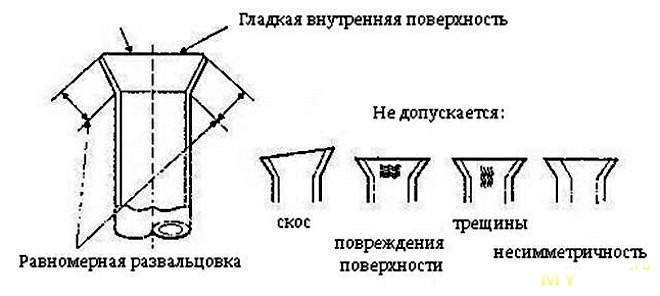
Различают несколько основных вариантов воронки.
Евростандартный грибок (по центру). По форме напоминает шину колеса, широко применяется в большинстве авто, выпускаемых на заводах Евразийского континента. Получается самый прочный вариант соединения из приведенных, но считается одноразовым. При умелой постановке можно использовать до трех раз.
Обычная простая воронка, полученная отгибом стенок торцевой части трубки специальным инструментом для развальцовки тормозных трубок.
Воронка, полученная двойным сложением закраины трубки или простой воронки. Считается стандартом в американских авто. Получают такой тип развальцовки тормозной трубки из грибка, осаживая верхнюю его часть с помощью конусной оправки.
Одним из главных условий при вальцовке это высота выпуска трубки (в статьях и видеороликах мало кто говорит про высоту, а это одно из главных условий качественной вальцовки):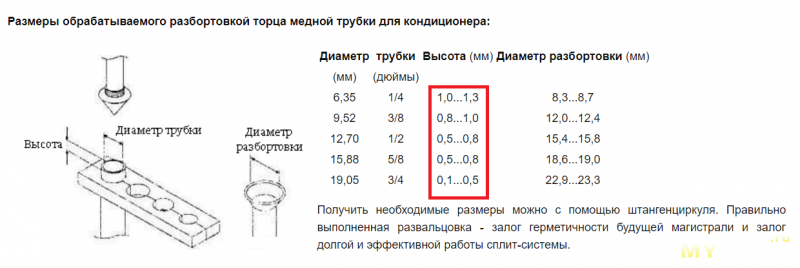
Комплектация:

Размеры посадочных отверстий:
Для начала попробуем обрезать трубку:
Резак на первый взгляд выглядит качественно, имеет запасной диск и способен резать трубки диаметром от 4мм. до 28мм.: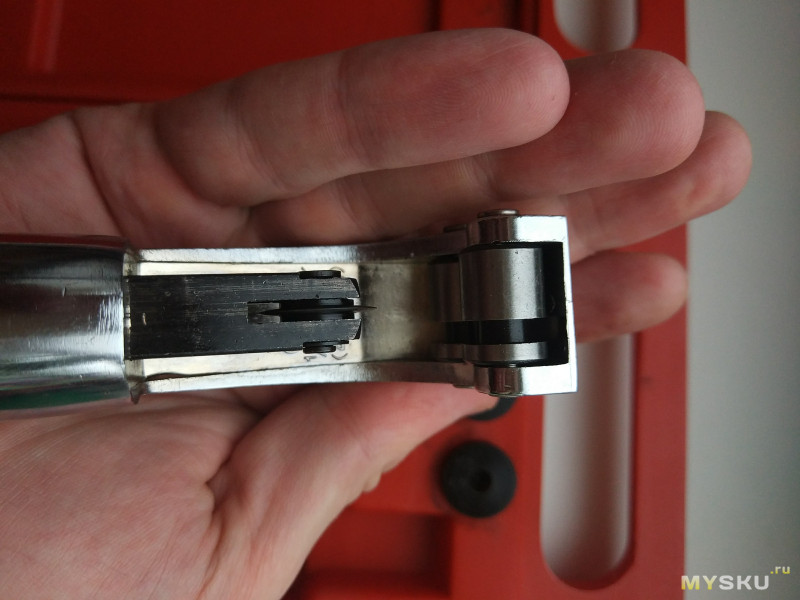



Подгоняем нож к трубке и начинаем вращать инструмент вокруг трубки, постепенно поджимая с небольшим усилием: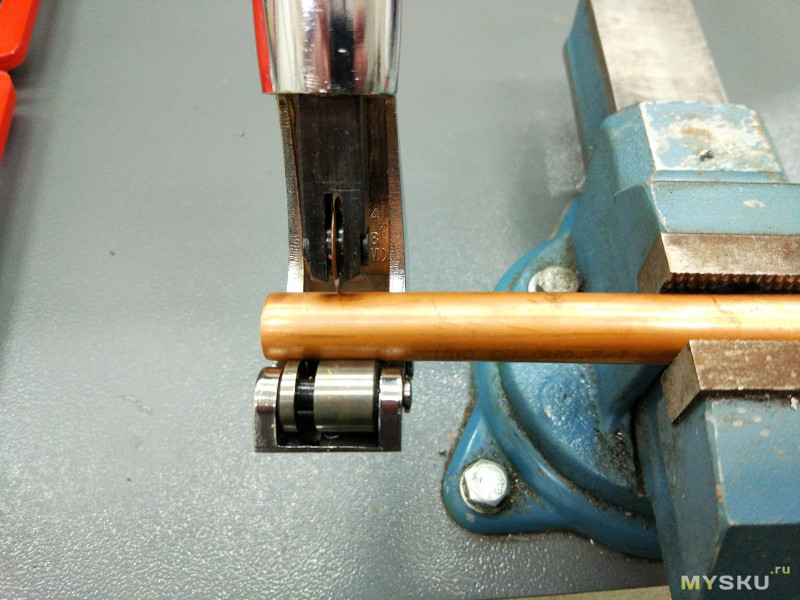

После обрезки необходимо убрать наклеп, для этого на труборезе есть необходимые наконечник:

Для начала попробуем сделать одинарную воронку:
Зажимаем трубку в форму таким образом, чтобы выпуск ее конца соответствовал высоте, указанной в таблице, в моем случае это от 0.5 до 0.8 мм.
Результат:
В целом для первого раза неплохо,
на трубке остаются насечки от формы, пробовал подкладывать бумагу, результат остался практически такой же: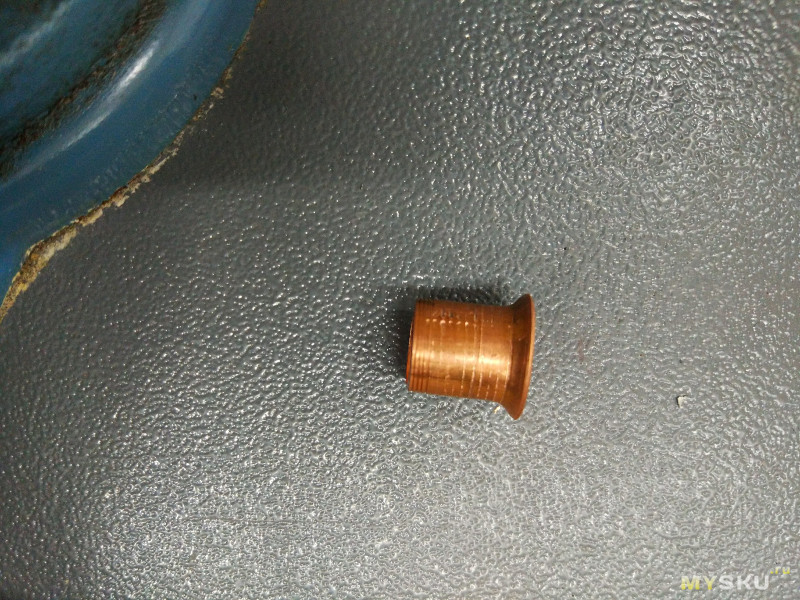
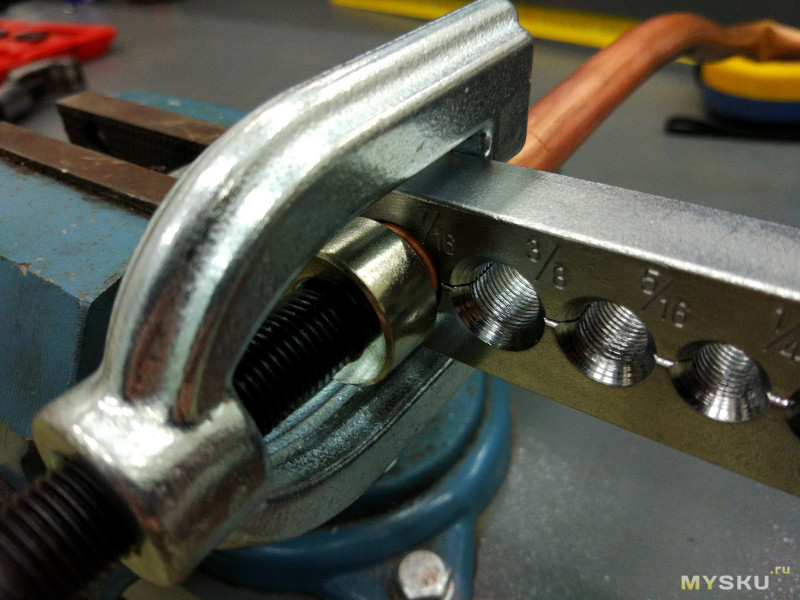
Далее сделаем евростандартный грибок, для этого нам потребуется оправка соответствующего диаметра:




Это самый лучший результат, все таки необходим опыт.
Двойная воронка:
С этим видом вальцовки куда проще, чем с предыдущим, результат соответственный: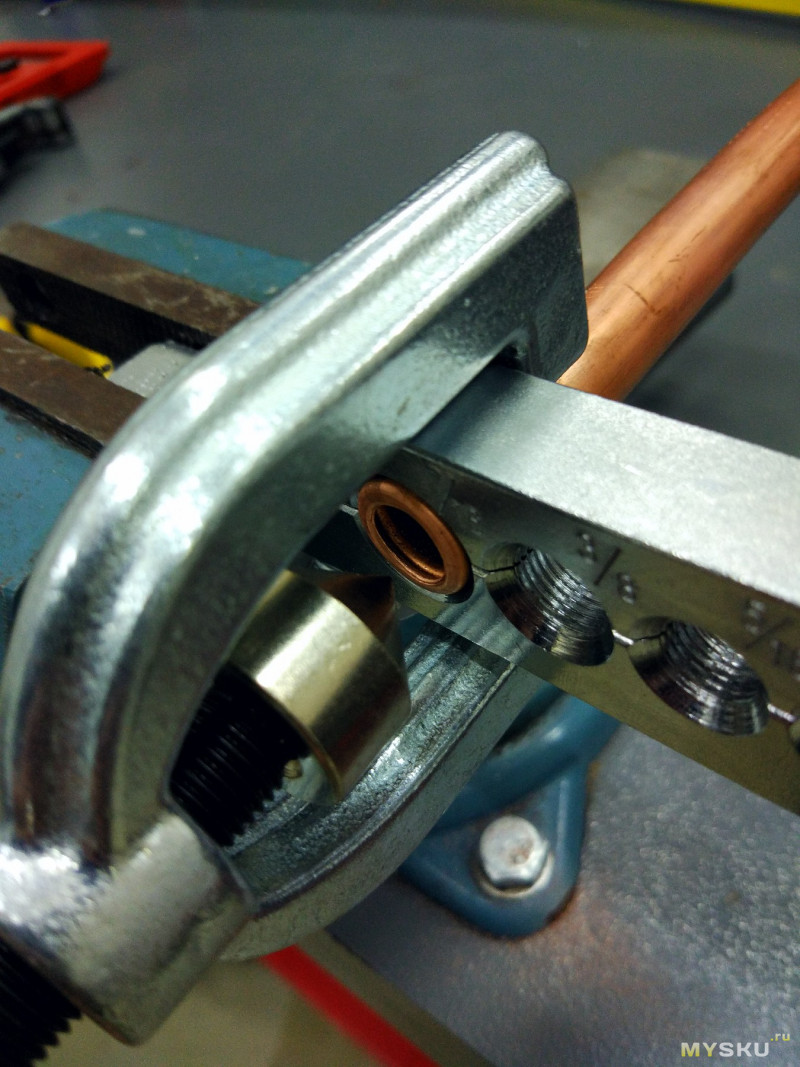



После двух часов возни, что-то стало получаться, это самые лучшие результаты:

торец идеально ровный:
Итог:
Изначально думал, что вальцовка трубок это легкой занятие, но как оказалось, чтобы качественно развальцевать трубку нужна практика, которой у меня не было. Я с вальцовкой провозился целый вечер и потратил метр медной трубки и после это только более-менее стало получаться (евростандартный грибок как на образце, так и не получился).К плюсам развальцовки своими руками можно отнести то, что вы отнесётесь к работе ответственно и серьёзно и будете уверены в качестве выполненной работы. Нет необходимости платить кому-то за работу, часто необоснованную цену.
Из минусов стоит отметить, что медные трубки не очень часто выходят из строя и ваш инструмент может понадобиться всего один раз. Делать ремонт своими руками по инструкции или доверить специалистам приходится решать каждому человеку индивидуально.
Для себя решил, что лучше обращусь к проверенному мастеру.
Если есть вопросы, обращайтесь, постараюсь на них ответить.
Всем спасибо за внимание!
Если обзор понравился, не забываем нажать «Обзор понравился»!) Всем добра!
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
mysku.ru
Развальцовка медных трубок: инструменты, приспособления
Трубы могут иметь самый различный диаметральный размер. Именно поэтому подогнать их друг к другу в процессе соединения достаточно сложно. Работа с диаметральным размером проводится в промышленности и частных мастерских. Развальцовка труб считается сложным процессом, который характеризуется большим количеством особенностей.
 Развальцовка медных трубок
Развальцовка медных трубокСуть процесса
Развальцовка медных трубок – процесс деформации изделий различного типа, которые могут применяться при создании различных механизмов. Подобная технология применяется при закреплении деталей в котлах, конденсаторах или других теплообменниках. Среди особенностей проводимой работы отметим следующие моменты:
- Толщина стенок может быть самой различной. За счет этого и изменяется наружный или внутренний диаметр.
- Развальцовке подвергаются медные трубки, которые изготавливают из металла с различной степенью обработки.

Виды развальцовки
Как правило, диаметр изменяется за счет растяжения изделия. При применении современного оборудования можно получить качественную поверхность, которая идеально подойдет для создания герметичных соединений.
Когда может понадобиться развальцовка?
Сегодня вальцовка медных трубок проводится крайне часто. Подобная технология применяется в нижеприведенных случаях:
- Нужно изменить форму трубы. Примером можно назвать получение овальной формы поперечного сечения.
- Чаше всего развальцовка проводится для изменения наружного и внутреннего диаметра. При соединении медных труб нужно обеспечить идеальную герметичность, которая достигается путем подгонки поверхностей друг к другу.
- В продаже не встречаются медные трубки нужной формы.
- Нужно изменить размер и форму трубок под конкретные условия.

Инструмент для развальцовки
Развальцовка выполняется также в случае изготовления ювелирных изделий, различных механизмов. Для работы могут использоваться различные специальные инструменты, к примеру, конусный развальцовщик.
Этапы развальцовки труб
Получить изделие требуемых размеров и формы можно при применении уже давно известной технологии. Манипуляция проводится в три этапа:
- Между деталью и медной трубной решеткой подбирается требуемый зазор.
- Оба элемента деформируются при применении специального инструмента.
- Оказываемое давление снимается.
Стоит учитывать, что в независимости от типа применяемой технологии после развальцовки металл становится более мягким, так как он растягивается.
Способы увеличения диаметра труб
Некоторые материалы характеризуются высокой пластичностью. Именно поэтому можно попробовать натянуть медную заготовку на специальный конический шаблон. Этот метод применяется крайне редко, так как получить качественную деталь сложно. Есть вероятность появления разрыва в местах, на которые оказывается максимальная нагрузка.
Провести растяжение металла можно экспандером. Развальцованная труба в этом случае характеризуется большим качеством. Подобное устройство поставляется со сменными насадками, которыми можно регулировать диаметр.
Можно провести рассматриваемую работу при использовании конуса. Процесс предусматривает вдавливание конуса в поверхность зафиксированной заготовки в тисках, после чего изделие извлекается. Полученный результат намного хуже, нежели при применении экспандера, но технология применяется крайне часто.
Виды развальцовщиков
Процесс развальцовки существенно упрощается при использовании специальных приспособлений. Они могут ручного или электрического типа, применяться для работы с трубопроводом отопительной системы или водоснабжения, трубками других систем, к примеру, кондиционирования. В продаже есть и универсальные варианты исполнения. Наибольшее распространение получили:
- Шаблон. Применяется подобный инструмент для работы с медью или другими мягкими сплавами. Среди особенностей можно отметить невысокую стоимость и простоту использования. Однако, во время работы на поверхности могут появится существенные дефекты.
- Механический развальцовщик трубок представлен сочетанием валика из твердого сплава, который может перекатываться по краю для передачи требуемой формы. При его использовании можно сделать заготовку с ровной и симметричной поверхностью. Процесс автоматизирован, позволяет получить качественную поверхность. Прикладываемое усилие увеличивается за счет резьбового и иного привода.
- Вариант исполнения с электрическим приводом снабжается целым набором сменных насадок. Его приобретают в случае, когда нужно ускорить процесс производства. Единственным недостатком можно назвать высокую стоимость подобного приспособления. Рекомендуется приобретать устройство в случае, когда развальцовка проводится с большой периодичностью.
- Экспандер. Подобный встречается крайне часто, так как позволяет лишь за одно движение провести деформацию поверхности. Простая конструкция определяет то, что контролировать толщину стенок нельзя. Экспандер часто применяется в домашних условиях, так как устройство недорогое и просто в использовании.

Электрический развальцовщик
Механизм подбирается в зависимости от поставленных задач. К примеру, при серийном выпуске определенных деталей лучше всего приобрести развальцовщик с электрическим приводом.
Эксцентрический развальцовщик
Распространенный эксцентрический развальцовщик трубок применяется для получения качественных деталей. Среди особенностей подобного варианта исполнения отметим:
- Давление передается при оказании усилия через механический элемент. Наконечник изготавливается из металла высокой твердости.
- В комплект поставки включается много различных наконечников, при смене которых можно получить поверхность различной формы.
- Стоимость подобного механизма относительно невысокая. При изготовлении могут использоваться самые различные металлы, к примеру, с высокой коррозионной стойкостью.
Для увеличения передаваемого усилия применяется рукоятка большой длины. Она закрепляется в специальном держателе.
Как выбрать инструмент для развальцовки?
Для того чтобы достигнуть высокого качества при развальцовке следует правильно выбрать более подходящий инструмент. При применении простейших приспособлений могут проявляться негативные последствия:
- В стенках медных трубок возникают серьезные разрывы, которые существенно снижают прочность и длительность эксплуатации.
- Небольшие трещины могут привести к тому, что стенки заминаются.
- Сложно добиться равномерной толщины. Даже незначительное отклонение приводит к снижению прочности формирующегося соединения.

Эксцентриковый развальцовщик VALUE
Выбрать инструмент для развальцовки медных трубок можно при учете следующей информации:
- Глубина развальцовки.
- Внутренний диаметр изделия.
- Определенные характеристики материала: твердость и степень пластичности.
- Наружный диаметр.
- Толщина стенок. Этот параметр определяет то, как сложно провести обработку заготовки.
- Расстояние, на которое изделие может выступать за границы фиксирующего механизма.
- Расстояние между центрами внутренних отверстий.
- Наличие и особенности соединительных швов. Некоторые заготовки получаются путем сваривания концов. Получаемый шов может по-разному реагировать на пластическую деформацию.
- Необходимость в образовании канавок на поверхности. Развальцовка также может привести к образованию требуемых канавок на медной трубке.
Большинство применяемых устройств характеризуется универсальностью. Все механизмы также могут отличаться друг от друга.
Инструменты, предназначенные для проведения рассматриваемой работы, позволяют:
- Исключить вероятность появления сильных разрезов. Это достигается за счет постепенного оказания давления, которое распределяется равномерно.
- Достигнуть равномерной толщины стенок. При этом подобный результат можно достигнуть даже в случае, если изначально заготовка имела неравномерные стенки.
- Отверстие внутри изделия становится гладки и ровным.
Большей производительностью характеризуются устройства с электрическим приводом. Он сегодня широко распространены, незаменимы в случае, когда нужно деформировать изделие с большой толщиной стенок.
Развальцовка в домашних условиях
Провести развальцовку можно в домашних условиях. Для этого могут использоваться самые различные механизмы, в большинстве случаев приобретают механический.
В некоторых случаях для проведения работы создается самодельный механизм развальцовки. Он также характеризуется высокой производительностью и универсальностью в применении.
Как изготовить инструмент?
Самодельный инструмент можно изготовить для его длительного применения. Конструкция достаточно проста, она представлена станиной, изготавливаемой из двух схожих по геометрии уголков. При сборке механизма применяется:
- Болгарка.
- Заточной и сверлильный станок.
- Два болта с резьбой не менее 8М.
- В качестве основного материала может использоваться уголок длиной 100 мм. Лучше всего выбрать вариант исполнения из нержавеющей стали.
- Оправки.
Уголки скрепляются между собой болтами. Для этого сверлильным станком делают соответствующие отверстия. В основе фаски просверливаются отверстия.

Самодельный развальцовщик
Работать с подобным механизмом следует также, как и с многими другими, которые можно приобрести в специализированных магазинах.
Как развальцевать медную трубку?
Благодаря высокой пластичности меди обрабатывать медные трубки из этого сплава достаточно просто. Развальцовка медных трубок своими руками проводится следующим образом:
- Заготовка зажимается в державке так, чтобы она выходила за края на 5-6 мм.
- Вместо конуса устанавливается специальная насадка, которая подходит под диаметр заготовки.
- Надевается штуцер, уделяется внимание направлению резьбы.
- Штамп должен изготавливаться из материала, твердость которого намного больше твердости заготовки. Он вдавливается, за счет чего край торца деформируется.
- Вместо штампа устанавливается конус. Он вдавливается постепенно. Только при равномерном воздействии можно обеспечить требуемое качество получаемого изделия.
- После обработки происходит осмотр заготовки. При появлении незначительных дефектов их можно зачистить.
Некоторые заготовки подвержены в меньшей степени обработке рассматриваемым методом. Примером можно назвать хрупкие сплавы, в структуре которых при деформации могут появится трещины и другие дефекты.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
